
Page 1092 - Master Catalog 2017, Inch
P. 1092
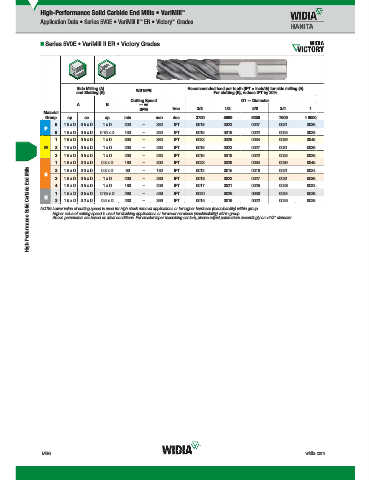
High-Performance Solid Carbide End Mills • VariMill ™
Application Data • Series 5V0E • VariMill II ER • Victory Grades
™
™
Series 5V0E • VariMill II ER • Victory Grades
Side Milling (A) Recommended feed per tooth (IPT = inch/th) for side milling (A).
and Slotting (B) WS15PE For slotting (B), reduce IPT by 20%.
Cutting Speed D1 — Diameter
A B — vc
SFM frac. 3/8 1/2 5/8 3/4 1
Material
Group ap ae ap min max dec. .3750 .5000 .6250 .7500 1.0000
5 1.5 x D 0.5 x D 1 x D 200 – 330 IPT .0018 .0023 .0027 .0031 .0036
P
6 1.5 x D 0.5 x D 0.75 x D 160 – 250 IPT .0015 .0019 .0022 .0025 .0028
1 1.5 x D 0.5 x D 1 x D 300 – 380 IPT .0023 .0029 .0034 .0039 .0045
M 2 1.5 x D 0.5 x D 1 x D 200 – 260 IPT .0018 .0023 .0027 .0031 .0036
3 1.5 x D 0.5 x D 1 x D 200 – 230 IPT .0015 .0019 .0022 .0025 .0028
1 2 3 4 1.5 x D 0.3 x D 0.3 x D 160 – – – – 300 IPT .0023 .0029 .0034 .0039 .0045
High-Performance Solid Carbide End Mills NOTE: Lower value of cutting speed is used for high stock removal applications or for higher hardness (machinability) within group. .0034 .0039
0.3 x D
.0021
130
80
0.3 x D
.0024
IPT
.0012
1.5 x D
.0015
.0018
S
200
.0023
1 x D
.0027
.0036
IPT
.0031
260
.0018
1.5 x D
0.5 x D
.0017
0.5 x D
1.5 x D
200
IPT
.0021
160
1 x D
.0028
.0033
.0025
1.5 x D
.0030
.0026
.0020
IPT
1
260
0.75 x D
0.5 x D
–
460
H
.0019
230
0.2 x D
.0028
.0025
0.5 x D
.0022
2
–
IPT
390
1.5 x D
.0015
Higher value of cutting speed is used for finishing applications or for lower hardness (machinability) within group.
Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on >1/2" diameter.
M36 widia.com
V
WID M
16 S lidE dMilli
M036 M037 Mi h REBRANDN
i
Hi hP f
L WID_Master16_SolidEndMilling_HighPerformance_M036_M037_Minch_REBRAND.indd 36 b 2 20153 47PM 11/2/15 3:47 PM