
Page 1210 - Master Catalog 2017, Inch
P. 1210
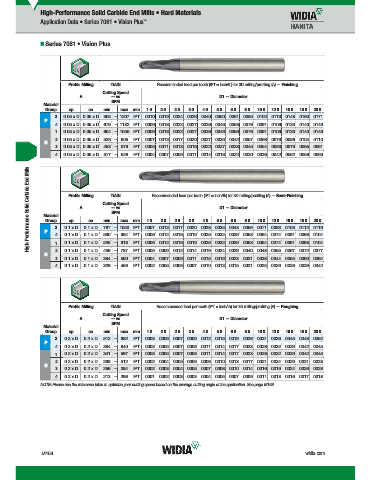
High-Performance Solid Carbide End Mills • Hard Materials
Application Data • Series 7061 • Vision Plus ™
Series 7061 • Vision Plus
Profile Milling TiAlN Recommended feed per tooth (IPT = inch/th) for 3D milling/profiling (A) — Finishing
Cutting Speed
A — vc D1 — Diameter
SFM
Material
Group ap ae min max mm 1.0 2.0 2.5 3.0 4.0 5.0 6.0 8.0 10.0 12.0 16.0 18.0 20.0
3 0.05 x D 0.05 x D 905 – 1207 IPT .0010 .0019 .0024 .0029 .0040 .0050 .0061 .0085 .0102 .0119 .0148 .0160 .0171
P
4 0.05 x D 0.05 x D 679 – 1132 IPT .0009 .0018 .0022 .0027 .0036 .0046 .0056 .0076 .0091 .0106 .0130 .0140 .0149
1 0.05 x D 0.05 x D 604 – 1056 IPT .0009 .0018 .0022 .0027 .0036 .0046 .0056 .0076 .0091 .0106 .0130 .0140 .0149
2 0.05 x D 0.05 x D 528 – 905 IPT .0007 .0013 .0017 .0020 .0027 .0035 .0042 .0057 .0068 .0079 .0096 .0104 .0110
H
3 0.05 x D 0.05 x D 453 – 679 IPT .0005 .0011 .0013 .0016 .0022 .0027 .0033 .0045 .0054 .0063 .0079 .0085 .0091
4 0.05 x D 0.05 x D 377 – 528 IPT .0004 .0007 .0009 .0011 .0014 .0018 .0022 .0030 .0036 .0042 .0052 .0056 .0060
High-Performance Solid Carbide End Mills Material 0.1 x D A 0.1 x D Cutting Speed mm .0007 .0013 .0017 .0020 .0028 .0035 .0043 .0059 .0071 .0083 .0103 .0112 .0119
Profile Milling
TiAlN
Recommended feed per tooth (IPT = inch/th) for 3D milling/profiling (A) — Semi-Finishing
D1 — Diameter
— vc
SFM
min
1.0
2.0
ap
20.0
ae
max
18.0
12.0
10.0
4.0
Group
5.0
6.0
3.0
2.5
16.0
8.0
787 – 1050 IPT
3
P
0.1 x D
525 – 918
.0006 .0012 .0016 .0019 .0025 .0032 .0039 .0053 .0064 .0074 .0091 .0098 .0104
0.1 x D
IPT
459 – 787
IPT
0.1 x D
.0005 .0009 .0012 .0014 .0019 .0024 .0029 .0040 .0048 .0055 .0067 .0072 .0077
0.1 x D
H 4 1 2 0.1 x D 0.1 x D 590 – 984 IPT .0006 .0012 .0016 .0019 .0025 .0032 .0039 .0053 .0064 .0074 .0091 .0098 .0104
3 0.1 x D 0.1 x D 394 – 590 IPT .0004 .0007 .0009 .0011 .0015 .0019 .0023 .0031 .0038 .0044 .0055 .0060 .0064
4 0.1 x D 0.1 x D 328 – 459 IPT .0002 .0005 .0006 .0007 .0010 .0013 .0015 .0021 .0025 .0029 .0036 .0039 .0042
Profile Milling TiAlN Recommended feed per tooth (IPT = inch/th) for 3D milling/profiling (A) — Roughing
Cutting Speed
A — vc D1 — Diameter
SFM
Material
Group ap ae min max mm 1.0 2.0 2.5 3.0 4.0 5.0 6.0 8.0 10.0 12.0 16.0 18.0 20.0
3 0.2 x D 0.2 x D 512 – 682 IPT .0003 .0006 .0007 .0009 .0012 .0015 .0019 .0026 .0031 .0036 .0045 .0048 .0052
P
4 0.2 x D 0.2 x D 384 – 640 IPT .0003 .0005 .0007 .0008 .0011 .0014 .0017 .0023 .0028 .0032 .0039 .0042 .0045
1 0.2 x D 0.2 x D 341 – 597 IPT .0003 .0005 .0007 .0008 .0011 .0014 .0017 .0023 .0028 .0032 .0039 .0042 .0045
2 0.2 x D 0.2 x D 298 – 512 IPT .0002 .0004 .0005 .0006 .0008 .0010 .0013 .0017 .0021 .0024 .0029 .0031 .0033
H
3 0.2 x D 0.2 x D 256 – 384 IPT .0002 .0003 .0004 .0005 .0007 .0008 .0010 .0014 .0016 .0019 .0024 .0026 .0028
4 0.2 x D 0.2 x D 213 – 298 IPT .0001 .0002 .0003 .0003 .0004 .0005 .0007 .0009 .0011 .0013 .0016 .0017 .0018
NOTE: Please use the reference table to optimize your cutting speed based on the average cutting angle of the application. See page M159.
M154 widia.com
Hi hP f
V
WID M
i
16 S lidE dMilli
M154 M155 Mi h REBRANDO
L WID_Master16_SolidEndMilling_HighPerformance_M154_M155_Minch_REBRAND.indd 154 b 19 20155 14PM 10/29/15 2:10 PM