
Page 133 - Master Catalog 2017, Inch
P. 133
WIDIA VariTurn
™
™
Steel • Carbon, Alloy, and Tool Steels up to 450 HB (48 HRC)
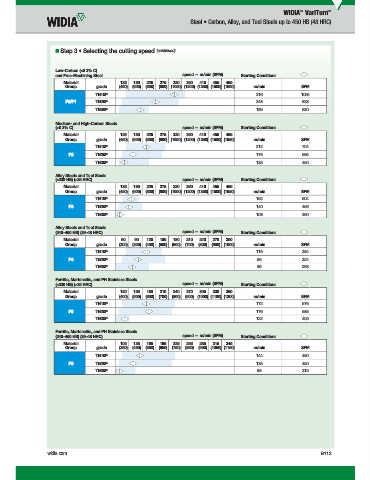
Step 3 • Selecting the cutting speed (continued)
Low-Carbon (<0.3% C)
and Free-Machining Steel speed — m/min (SFM) Starting Conditions
Material 135 180 225 275 320 360 410 455 495
Group grade (450) (600) (800) (900) (1050) (1200) (1350) (1500) (1650) m/min SFM
TN10P 316 1056
P0/P1 TN20P 248 833
TN30P 189 630
Medium- and High-Carbon Steels
(>0.3% C) speed — m/min (SFM) Starting Conditions
Material 135 180 225 275 320 360 410 455 495
Group grade (450) (600) (800) (900) (1050) (1200) (1350) (1500) (1650) m/min SFM
TN10P 212 704
P2 TN20P 176 585
TN30P 135 450
Alloy Steels and Tool Steels
()330 HB) ()35 HRC) speed — m/min (SFM) Starting Conditions
Material 135 180 225 275 320 360 410 455 495
Group grade (450) (600) (800) (900) (1050) (1200) (1350) (1500) (1650) m/min SFM
TN10P 152 504
P3 TN20P 140 459
TN30P 108 360
Alloy Steels and Tool Steels
(340–450 HB) (36–48 HRC) speed — m/min (SFM) Starting Conditions
Material 60 90 120 150 180 210 240 270 300
Group grade (200) (300) (400) (500) (600) (700) (800) (900) (1000) m/min SFM
TN10P 116 384
P4 TN20P 95 324
TN30P 86 293
Ferritic, Martensitic, and PH Stainless Steels
()330 HB) ()35 HRC) speed — m/min (SFM) Starting Conditions
Material 120 150 180 210 240 270 300 330 360
Group grade (400) (500) (600) (700) (800) (900) (1000) (1100) (1200) m/min SFM
TN10P 172 576
P5 TN20P 176 585
TN30P 122 405
Ferritic, Martensitic, and PH Stainless Steels
(340–450 HB) (36–48 HRC) speed — m/min (SFM) Starting Conditions
Material 105 135 165 195 225 255 285 315 345
Group grade (350) (450) (550) (650) (750) (850) (950) (1050) (1150) m/min SFM
TN10P 144 480
P6 TN20P 135 450
TN30P 95 315
widia.com B113
WID_Master16_Turning_Inserts_B112_B113_Minch_REBRAND.indd 113 L V i WID M 16 T i I B112 B113 Mi h REBRANDN b 920151043AM
11/10/15 11:02 AM