
Page 136 - Master Catalog 2017, Inch
P. 136
™
WIDIA VariTurn
™
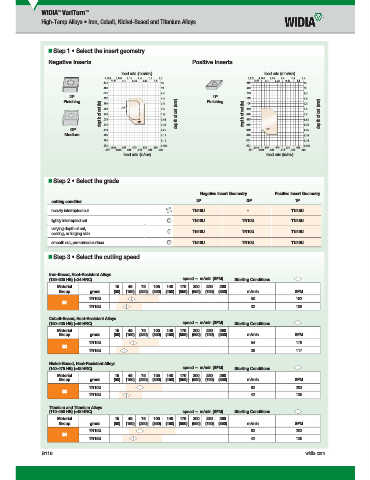
High-Temp Alloys • Iron, Cobalt, Nickel-Based and Titanium Alloys
Step 1 • Select the insert geometry
Negative Inserts Positive Inserts
feed rate (mm/rev) feed rate (mm/rev)
2P 1P
Finishing Finishing
depth of cut (in) depth of cut (mm) depth of cut (in) depth of cut (mm)
..GP
Medium
feed rate (in/rev) feed rate (in/rev)
Step 2 • Select the grade
Negative Insert Geometry Positive Insert Geometry
cutting condition 2P ..GP 1P
heavily interrupted cut TN15U – TN15U
lightly interrupted cut TN10U TN10U TN15U
varying depth of cut, TN10U TN10U TN10U
casting, or forging skin
smooth cut, pre-turned surface TN10U TN10U TN10U
Step 3 • Select the cutting speed
Iron-Based, Heat-Resistant Alloys
(135–320 HB) ()34 HRC) speed — m/min (SFM) Starting Conditions
Material 15 45 75 105 140 170 200 230 260
Group grade (50) (150) (250) (350) (450) (550) (650) (750) (850) m/min SFM
TN10U 50 162
S1
TN15U 33 108
Cobalt-Based, Heat-Resistant Alloys
(150–425 HB) ()45 HRC) speed — m/min (SFM) Starting Conditions
Material 15 45 75 105 140 170 200 230 260
Group grade (50) (150) (250) (350) (450) (550) (650) (750) (850) m/min SFM
TN10U 54 176
S2
TN15U 36 117
Nickel-Based, Heat-Resistant Alloys
(140–475 HB) ()48 HRC) speed — m/min (SFM) Starting Conditions
Material 15 45 75 105 140 170 200 230 260
Group grade (50) (150) (250) (350) (450) (550) (650) (750) (850) m/min SFM
TN10U 63 203
S3
TN15U 42 135
Titanium and Titanium Alloys
(110–450 HB) ()48 HRC) speed — m/min (SFM) Starting Conditions
Material 15 45 75 105 140 170 200 230 260
Group grade (50) (150) (250) (350) (450) (550) (650) (750) (850) m/min SFM
TN10U 63 203
S4
TN15U 42 135
B116 widia.com
I
V
B116 B117 Mi
16 T
WID M
i
i
L WID_Master16_Turning_Inserts_B116_B117_Minch_REBRAND.indd 116 h REBRAND N b 9 2015 10 44 AM 11/10/15 11:02 AM