
Page 1422 - Master Catalog 2017, Inch
P. 1422
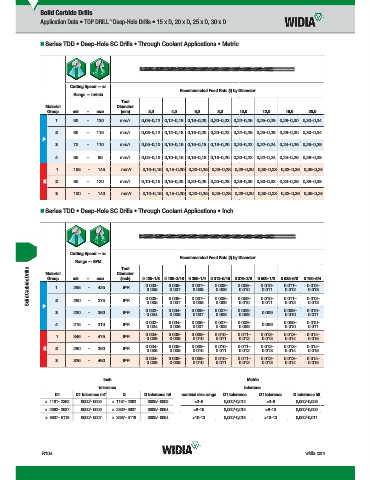
Solid Carbide Drills
™
Application Data • TOP DRILL Deep-Hole Drills • 15 x D, 20 x D, 25 x D, 30 x D
Series TDD • Deep-Hole SC Drills • Through Coolant Applications • Metric
Cutting Speed — vc
Recommended Feed Rate (f) by Diameter
Range — m/min
Tool
Material Diameter
Group min – max (mm) 3,0 4,0 6,0 8,0 10,0 12,0 16,0 20,0
1 90 – 130 mm/r 0,08–0,12 0,12–0,18 0,18–0,20 0,20–0,22 0,22–0,25 0,25–0,28 0,28–0,30 0,30–0,34
2 80 – 115 mm/r 0,08–0,12 0,12–0,18 0,18–0,20 0,20–0,22 0,22–0,25 0,25–0,28 0,28–0,30 0,30–0,34
P
3 70 – 110 mm/r 0,05–0,10 0,10–0,16 0,16–0,18 0,18–0,20 0,20–0,22 0,22–0,24 0,24–0,26 0,26–0,28
4 65 – 95 mm/r 0,05–0,10 0,10–0,16 0,16–0,18 0,18–0,20 0,20–0,22 0,22–0,24 0,24–0,26 0,26–0,28
1 105 – 145 mm/r 0,10–0,15 0,15–0,20 0,20–0,25 0,25–0,28 0,28–0,30 0,30–0,33 0,33–0,36 0,36–0,38
K 2 85 – 120 mm/r 0,10–0,15 0,15–0,20 0,20–0,25 0,25–0,28 0,28–0,30 0,30–0,33 0,33–0,36 0,36–0,38
3 100 – 140 mm/r 0,10–0,15 0,15–0,20 0,20–0,25 0,25–0,28 0,28–0,30 0,30–0,33 0,33–0,36 0,36–0,38
Series TDD • Deep-Hole SC Drills • Through Coolant Applications • Inch
Cutting Speed — vc
Recommended Feed Rate (f) by Diameter
Range — SFM Diameter
Solid Carbide Drills Group 295 – – max (inch) 0.125–1/8 0.188–3/16 0.250–1/4 0.313–5/16 0.375–3/8 0.500–1/2 0.625–5/8 0.750–3/4
Tool
Material
min
0.012–
0.009–
0.011–
0.003–
0.008–
0.007–
0.005–
0.010–
425
1
IPR
0.011
0.008
0.007
0.005
0.013
0.009
0.012
0.010
0.011
0.010
0.012
0.013
0.005
0.008
0.009
0.007
P 2 260 – 375 IPR 0.003– 0.005– 0.007– 0.008– 0.009– 0.010– 0.011– 0.012–
0.002– 0.004– 0.006– 0.007– 0.008– 0.009– 0.010–
3 230 – 360 IPR 0.009
0.004 0.006 0.007 0.008 0.009 0.010 0.011
0.002– 0.004– 0.006– 0.007– 0.008– 0.009– 0.010–
4 215 – 310 IPR 0.009
0.004 0.006 0.007 0.008 0.009 0.010 0.011
0.004– 0.006– 0.008– 0.010– 0.011– 0.012– 0.013– 0.014–
1 345 – 475 IPR
0.006 0.008 0.010 0.011 0.012 0.013 0.014 0.015
0.004– 0.006– 0.008– 0.010– 0.011– 0.012– 0.013– 0.014–
K 2 280 – 390 IPR
0.006 0.008 0.010 0.011 0.012 0.013 0.014 0.015
0.004– 0.006– 0.008– 0.010– 0.011– 0.012– 0.013– 0.014–
3 325 – 460 IPR
0.006 0.008 0.010 0.011 0.012 0.013 0.014 0.015
Inch Metric
tolerance tolerance
D1 D1 tolerance m7 D D tolerance h6 nominal size range D1 tolerance D1 tolerance D tolerance h6
> .1181–.2362 .0000/-.0005 > .1181–.2362 .0000/-.0003 >3–6 0,000/-0,012 >3–6 0,000/-0,008
> .2362–.3937 .0000/-.0006 > .2362–.3937 .0000/-.0004 >6–10 0,000/-0,015 >6–10 0,000/-0,009
> .3937–.5118 .0000/-.0007 > .3937–.5118 .0000/-.0004 >10–13 0,000/-0,018 >10–13 0,000/-0,011
R104 widia.com
ki
V
16 H l
S lidC bid D ill R104 R105 Mi h REBRANDN
i
WID M
L WID_Master16_Holemaking_SolidCarbideDrills_R104_R105_Minch_REBRAND.indd 104 b 11 20151 35PM 11/12/15 9:10 AM