
Page 633 - Master Catalog 2017, Inch
P. 633
TopThread
™
Threading Selection Guide
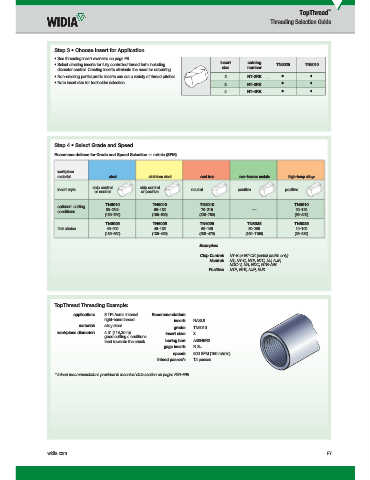
Step 3 • Choose Insert for Application
• See threading insert overview on page F8.
insert catalog
• Select cresting inserts for fully controlled thread form including size number TN6025 TN6010
diameter control. Cresting inserts eliminate the need for deburring.
• Non-cresting partial profi le inserts can cut a variety of thread pitches. 2 NT-2RK
• Note insert size for toolholder selection. 3 NT-3RK
4 NT-4RK
Step 4 • Select Grade and Speed
Recommendations for Grade and Speed Selection — m/min (SFM)
workpiece
material steel stainless steel cast iron non-ferrous metals high-temp alloys
chip control chip control
insert style neutral positive positive
or neutral or positive
TN6010 TN6010 TN6010 TN6010
optimum cutting 50–230n 50–185 70–210 — 20–120
conditions
(160–750) (160–600) (230–700) (65–400)
TN6025 TN6025 TN6025 TN6025 TN6025
fi rst choice 40–200 40–135 60–145 50–360 10–100
(130–650) (130–450) (200–475) (160–1150) (35–330)
Examples:
Chip Control: NT-K or NT-CK (partial profi le only)
Neutral: NT, NT-C, NTF, NTC, NJ, NJF,
NDC-V, NA, NDC, NTB-A/B
Positive: NTP, NTK, NJP, NJK
TopThread Threading Example:
application: 8 TPI Acme internal Recommendation:
right-hand thread
insert: NA3L8
material: alloy steel
grade: TN6010
workpiece diameter: 4.5" (114,3mm) insert size: 3
good cutting c onditions
feed towards the chuck boring bar: A40NER3
gage insert: N.3L
speed: 500 SFM (150 m/min)
infeed passes*: 12 passes
* Infeed recommendations provided in technical data section on pages F90–F95.
widia.com F7
WID_Master16_Turning_Threading_F006_F007_Minch_REBRAND.indd 7 L V i WID M 16 T i Th di F006 F007 Mi h REBRANDN b 102015752AM
11/10/15 11:15 AM