
Page 729 - Master Catalog 2017, Inch
P. 729
Technical Information
Internal Laydown Threading
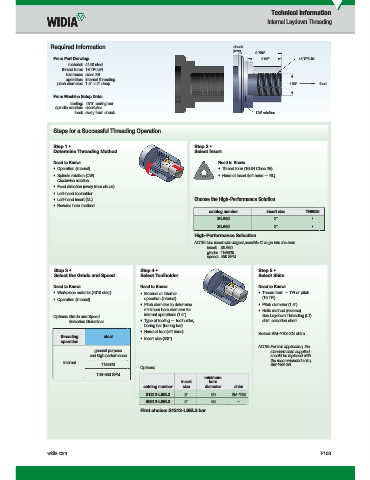
Required Information chuck
jaws
2.750"
From Part Drawing: 2.00" 16 TPI UN
material: 4140 steel
thread form: 16 TPI UN
tolerance: class 2B
operation: internal threading
pitch diameter: 1.5" x 2" deep 1.50" feed
From Machine Setup Data:
tooling: .075” boring bar
spindle rotation: clockwise
feed: away from chuck CW rotation
Steps for a Successful Threading Operation
Step 1 • Step 2 •
Determine Threading Method Select Insert
Need to Know: Need to Know:
• Operation (internal). • Thread form (16UN Class 2B).
• Spindle rotation (CW). • Hand of insert (left hand — NL).
Clockwise rotation.
• Feed direction (away from chuck).
• Left-hand toolholder.
• Left-hand insert (NL). Choose the High-Performance Solution
• Reverse helix method.
catalog number insert size TN6025
2ILA60 2" •
3ILA60 3" •
High-Performance Selection
NOTE: Use insert with largest possible iC to go into the bore.
insert: 3ILA60
grade: TN6025
speed: 450 SFM
Step 3 • Step 4 • Step 5 •
Select the Grade and Speed Select Toolholder Select Shim
Need to Know: Need to Know: Need to Know:
• Workpiece material (4010 steel). • External or internal • Thread form — TPI or pitch
operation (internal). (16 TPI).
• Operation (internal).
• Pitch diameter to determine • Pitch diameter (1.5").
minimum bore diameter for • Helix method (reverse).
internal operations (1.5").
Options: Grade and Speed See Laydown Threading (LT)
Selection Guidelines • Type of tooling — toolholder, shim selection chart.
boring bar (boring bar).
• Hand of tool (left hand). Select SM-YE3-2N shim
threading steel • Insert size (3/8").
operation
NOTE: For this application, the
general purpose standard shim supplied
and high performance should be replaced with
the recommended shim,
internal
TN6025 SM-YE3-2N.
Options:
100–550 SFM
minimum
insert bore
catalog number size diameter shim
S1212-LSEL3 3" .90 SM-YE3
S0812-LSEL2 2" .65 —
First choice: S1212-LSEL3 bar
widia.com F103
11/12/15 4:31 PM
WID_Master16_Turning_Threading_F102_F103_Minch_REBRAND.indd 103 L V i WID M 16 T i Th di F102 F103 Mi h REBRANDN b 92015406PM