
Page 295 - Фрезерование
P. 295
TBEPObIN
СПЛАВ
YS RECOMMENDED CUTTING CONDITIONS
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
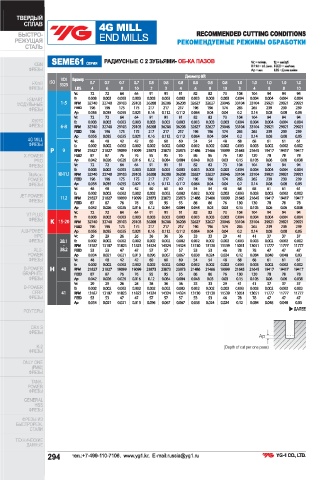
ЕЯ РАДИУСНЫЕ С 2 ЗУБЬЯМИ- ОБ-КА ПАЗОВ Ус=мми,. f= mway6
=
ВРМ РЕЕС
мм/мин.
об./мин.
=
Ар=мм 18$ =Длина шейки
То
О И И ВА ВИС ВИА ТЕ Е ВИ ЕЕ |
бат
ПО
ЗИ О: ЕТ ЗВ ОВР ПОВЕ ЗИ
Ap
№
fz
RPM
FEED
Ap
4G MILL №
OPESbI fz 0002 0002 0002 0002 0002 0002 0002 0002 0002 0002 | 0003 0003 0002 0.002 | 0002
RPM 21827 21827 | 19099 19099 23873 | 23873 23873 21486 21486 19099 | 21645 21645 | 19417 19417 19417
FEED
Ap 0042 0026 0026 0.016 | 012 0.084 | 0.084 0.048 | 003 0.03 0.15 | 0.105 | 006 0.06 | 0.038
Ve
fz 0,003 0.003 | 0.003 0.003 | 0003 0.003 0003 0.003 | 0003 | 0.003 0.004 | 0004 0,004 | 0.004 0.004
RPM 32740 | 32740 | 29103 29103 36208 36208 | 36208 32627 32627 29046 33104 33104 29921 | 29921 29921
FEED
Ap 0,056 0035 | 0.035 | 0.021 016 | 0112 0.112 | 0064 004 004 02 014 | 008 008 0.05
Vc
fz 0,002 0.002 | 0.002 0.002 | 0002 0,002 | 0.002 | 0,002 0,002 | 0.002 0003 | 0003 | 0002 0002 0.002
RPM 21827 21827 | 19099 19099 23873 | 23873 23873 21486 | 21486 19099 | 21645 21645 | 19417 19417 | 19417
FEED 87 87 76 76 95 95 95 86 86 76 130 130 78 78 78
Ap 0.042 0.026 | 0.026 0.016 | 012 0.084 | 0.084 0.048 | 003 0.03 0.15 | 0.105 | 006 0.06 | 0,038
Ve 72 72 64 64 91 91 91 82 82 73 104 104 94 94 94
fz 0.003 0.003 | 0.003 0.003 | 0003 0.003 | 0.003 0.003 | 0.003 | 0.003 0.004 | 0.004 0.004 | 0.004 0.004
RPM 32740 | 32740 | 29103 29103 36208 36208 | 36208 32627 32627 29046 33104 33104 29921 | 29921 29921
FEED 196 196 175 175 217 217 217 196 196 174 265 265 239 239 239
Ap 0.056 0.035 | 0.035 | 0.021 016 0.112 0.112 | 0064 004 004 02 0.14 0,08 0.08 0,05
Ve 29 29 26 26 36 36 36 33 33 29 41 41 37 37 37
38/ fz 0,002 | 0.002 0.002 0.002 | 0002 0002 0002 0.002 | 0002 | 0.002 0.003 | 0003 | 0002 0002 0.002
RPM 13187 13187 11823 11823 14324 14324 14324 13130 13130 11539 | 13051 13051 11777 | 11777 11777
FEED 53 53 47 47 57 57 57 53 53 46 78 78 47 47 47
57
47
53
78
78
57
57
53
Ap 0.034 0.021 | 0.021 | 0.013 | 0.096 0.067 0.067 0.038 | 0024 0024 | 0.12 0.084 | 0048 0048 0.03
№
fz 0.002 | 0.002 0.002 | 0002 | 0.002 0.002 | 0.002 0.002 | 0.002 | 0002 0.003 0.003 0002 0.002 | 0.002
b RPM 21827 | 21827 19099 | 19099 | 23873 | 23873 23873 | 21486 | 21486 19099 | 21645 21645 | 19417 19417 | 19417
FEED 13187 | 13187 | 11823 11823 | 14324 | 14324 | 14324 | 13130 13130 46 130 130 47 47 78
78
86
86
76
78
95
76
95
76
87
95
87
Ap 0,034 | 0021 0.042 | 0026 0026 0.016 | 012 0084 0084 0.048 | 003 0.03 0.15 | 0.105 | 0.06 0.06 | 0.038
Ve 29 29 26 26 36 36 36 33 33 29 41 4 37 37 37
fz 0,002 0,002 | 0.002 | 0.002 0.002 0002 0002 0.002 | 0002 | 0.002 0.003 | 0.003 0,002 | 0.002 0.002
& RPM 11539 | 13051 13051 11777 | 11777 | 11777
FEED 47 53 53 47
Ap 0.021 | 0013 | 0096 | 0067 0.067 | 0038 | 0024 0024 | O12 | 0.084 | 0048 0048 | 0.03
pt
(Depth of cut per one pass) 77
294 Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru “QW& YG-1 CO.,LTD.