
Page 300 - Фрезерование
P. 300
TBEPObIN
CnnAB
GIS RECOMMENDED CUTTING CONDITIONS
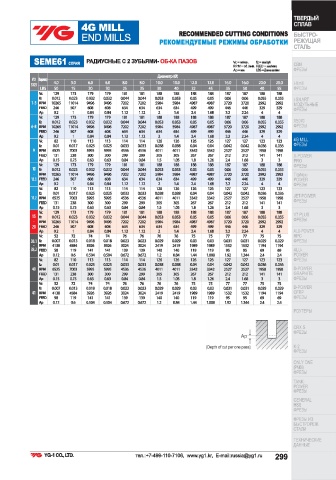
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
Ee РАДИУСНЫЕ С 2 ЗУБЬЯМИ- ОБ-КА ПАЗОВ Мс = м/мин, fz= мм/зуб
ВРМ = об./мин. РЕЕС = мм/мин.
Ар=мым 18$ =Длина шейки
a,
и
oe a ee a eee
ae ИРИ ВИВАТ ВИ ВЕ С-В ИЕ ВИНЕ ВИ
Ve 129 173 179 179 181 181 187 187 — —
88
88
fz 0.012 0.023 0.032 0.032 0,044 0,044 0053 0083 005 005 0.06 0.06 0.055 0.055
RPM 10265 11014 9496 9496 7202 7202 5984 5984 4987 4987 3720 3720 2992 2992
FEED 246 507 608 608 634 634 634 634 499 499 446 446 329 329
Ap 02 1 0,84 0.84 1.12 1.12 2 14 24 1.68 32 224 4 4
Ve 129 173 179 179 181 181 188 188 188 188 187 187 188 188
fz 0.012 0.023 0.032 0.032 0,044 0.044 0.053 0,053 0.05 0.05 0.06 0.06 0.055 0.055
RPM 10265 11014 9496 9496 7202 7202 5984. 5984 4987 4987 3720 3720 2992 2992
FEED 246 507 608 608 634 634 634 634 499 499 446 446 329 329
Ap 02 1 0,84 0.84 1.12 1.12 2 14 24 1.68 32 2.24 4 4
Ve 82 110 113 113 114 114 126 126 126 126 127 127 123 123 4G MILL
fz 0.01 0.017 0,025 0.025 0,033 0,033 0,038 0,038 0,04 0.04 0.042 0,042 0.036 0.036 ФРЕЗЫ
RPM 6525 7003 5995 5995 4536 4536 4011 4011 3342 3342 2527 2527 1958 1958
FEED 131 238 300 300 299 299 305 305 267 267 212 212 141 141
Ap — 045 0.75 0.63 0.63 0.84 0.84 15 1.05 18 126 24 1.68 3 3
Ve 129 173 179 179 181 181 188 188 188 188 187 187 188 188
fz 0.012 0.023 0.032 0.032 0,044 0.044 0.053 0.053 0.05 0.05 0.06 0.06 0.055 0.055
RPM 10265 11014 9496 9496 7202 7202 5984. 5984 4987 4987 3720 3720 2992 2992
FEED 246 507 608 608 634 634 634 634 499 499 446 446 329 329
Ap 02 1 0,84 0.84 1/2 1/2 2 14 24 1.68 3.2 224 4 4
Ve 82 110 113 113 114 114 126 126 126 126 127 127 123 123
fz 0.01 0.017 0.025 0.025 0,033 0.033 0,038 0.038 0.04 0.04 0.042 0.042 0.036 0.036
ПУ RPM 6525 7003 5995 5995 4536 4536 4011 4011 3342 3342 2527 2527 1958 1958
FEED 131 238 300 299 299 305 305 267 267 212 212 141 141
Ap — 015 0.75 0.63 0.63 0.84 0,84 15 1.05 18 1.26 24 168 3 3
Ve 129 173 179 179 181 181 188 188 188 188 187 187 188 188
fz 0.012 0.023 0.032 0.032 0.044 0.044 0.053 0.053 0.05 0.05 0.06 0.06 0.055 0.055
RPM | 10265 11014 7202 7202 5984 4987 4987 3720 3720 2992 2992
001
АРМ | 6525
FEED 246 507 634 634 634 634 499 499 446 446 329 329
Ар 02 1 084 112 1/2 2 14 24 1.68 32 224 4 4
Ve 52 72 74 76 76 76 76 75 75 77 77 75 75
Ме 0.007 0.013 0.018 0,023 0.023 0.029 0,029 0.03 0.03 0.031 0.031 0.029 0.029
SN RPM ©4138 0.017 0.025 3024 0.033 0.038 0.038 0.04 0.04 0.042 0.042 1194 1194
1989
1532
1532
3024
2419
4584
2419
1989
3926
EY) FEED 58 119 141 139 139 140 140 119 119 95 95 1958 69
69
Ap
24
12
24
06
82
Vc 0.12 110 0.504 0.672 0.672 126 0.84 144 1.008 1.92 1.344 123 123
126
126
126
113
127
114
127
114
fz 0.036 0.036
FEED 131 7003 4536 4011 4011 3342 3342 2527 2527 141 1958
212
212
305
299
238
267
267
141
Ар 045 075 0.84 15 1.05 18 126 24 1.68 3 5
Ve 52 72 74 76 76 76 75 75 77 77 75 75
fz 0.007 0.013 0.018 0.018 0.023 0.029 0.029 0.03 0.03 0.031 0.031 0.029 0.029
RPM 4138 4584 3926 3926 3024 2419 2419 1989 1989 1532 1532 1194 1194
FEED 58 119 141 141 139 139 140 140 119 119 95 95 69 69
Ap | 0.12 06 0.504 0.672 0.672 12 0,84 144 1.008 1.92 1.344 24 24
№7
(Depth of cut per one pass)
“G&S YG-1C0,, LTD. Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru 299