
Page 747 - Фрезерование
P. 747
ТВЕРДЫЙ
СПЛАВ
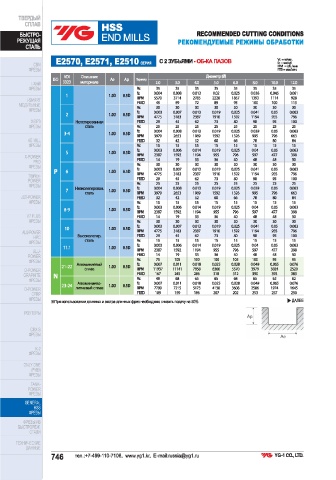
БЫСТРО- GS RECOMMENDED CUTTING CONDITIONS
et РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
CTAIIb
om ЗНАЕТ С 2 ЗУБЬЯМИ - ОБ-КА ПАЗОВ Ус =м/мин.
f=
CBN
RPM =06./muH
ФРЕЗЫ FEED = MM/MiH,
Orel ри До)
i-Xmill материала ea [14050 |160 | 80 |100 | 120 |
ФРЕЗЫ 35 35 35 35 35 35 35 35
0.004 0.008 0.013 0.02 0.025 0.036 0.045 0.061
100 0,50
5570 3714 2785 2228 1857 1393 1114 928
i-SMART
45 59 72 89 93 100 100 113
МОДУЛЬНЫЕ
30 30 30 30 30 30 30 30
ФРЕЗЫ
0.003 0.007 0.013 0.019 0.025 0.041 0.05 0.063
1.00 0.50
4775 3183 2387 1910 1592 1194 955 796
Х5070 29 45 62 73 80 98 95 100
ФРЕЗЫ 25 25 25 25 25 25 25 25
0.004 0.008 0.013 0.019 0.025 0.039 0.05 0.063
1.00 0,50
3979 2653 1989 1592 1326 995 796 663
4G MILL 32 42 52 60 6 78 80 84
ФРЕЗЫ 15 15 15 15 15 15 15 15
0.003 0.006 0.014 0.019 0.025 0.04 0.05 0.063
100 0,50
2387 1592 1194 955 796 597 477 398
X-POWER
14 19 33 36 40 48 48 50
РКО
30 30 30 30 30 30 30 30
ФРЕЗЫ
0.003 0.007 0.013 0.019 0.025 0.041 0.05 0.063
1.00
4775 3183 2387 1910 1592 1194 955 796
TitaNox-
29 45 62 73 80 98 95 100
POWER
25 25 25 25 25 25 25 25
ФРЕЗЫ
0.004 0.008 0.013 0.019 0.025 0.039 0.05 0.063
100 0,55
3979 2653 1989 1592 1326 995 796 663
JET-POWER 32 42 52 60 66 78 80 84
ФРЕЗЫ 15 15 15 15 15 15 15 15
0.003 0.006 0.014 0.019 0.025 0.04 0.05 0.063
100 0,50
2387 1592 1194 955 796 597 477 398
V7 PLUS 14 19 33 36 40 48 48 50
ФРЕЗЫ 30 30 30 30 30 30 30 30
0.003 0.007 0.013 0.019 0.025 0.041 0.05 0.063
1.00 0.50
4775 3183 2387 1910 1592 1194 955 796
ALU-POWER
29 45 62 73 80 98 95 100
HPC
15 15 15 15 15 15 15 15
ФРЕЗЫ 100 0,55 0,003 0.006 0.014 0.019 0.025 0.04 0.05 0.063
RPM
CFRP
597
796
477
ALU-
33
50
36
14
19
POWER 2387 1592 1194 955 40 48 48 398
100
100
100
105
75
105
95
95
ФРЕЗЫ 0.007 0.011 0.018 0.025 0.028 0.049 0.065 0.076
1.00
21-22
D-POWER 11937 11141 7958 6366 5570 3979 3024 2520
GRAPHITE FEED 167 245 286 318 312 390 393 383
65
65
62
68
49
62
65
ФРЕЗЫ fz 0.007 0.011 0.018 0.025 68 0,049 0.065 0.076
0.028
0-РОМЕВ Ел 1.00 0.55 FEED 7799 7215 5173 4138 3608 2586 1974 1645
202
257
207
186
253
250
159
109
ФРЕЗЫ
ЖПри использовании длинных и экстра длинных фрез необходимо снизить подачу на 50% }> ДАЛЕЕ
РОУТЕРЫ
Ар
и,
СВХ $
ФРЕЗЫ к
Ае
К-2
ФРЕЗЫ
ONLY ONE
(PM60)
ФРЕЗЫ
ТАМК-
РОМЕК
ФРЕЗЫ
OPESbI
ФРЕЗЫ ИЗ
БЫСТРОРЕЖ
СТАЛИ
ТЕХНИЧЕСКИЕ
ДАННЫЕ
746 Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru “G& YG-1 CO.,LTD.