
Page 751 - Фрезерование
P. 751
ТВЕРДЫЙ
СПЛАВ
БЫСТРО- GIS RECOMMENDED CUTTING CONDITIONS
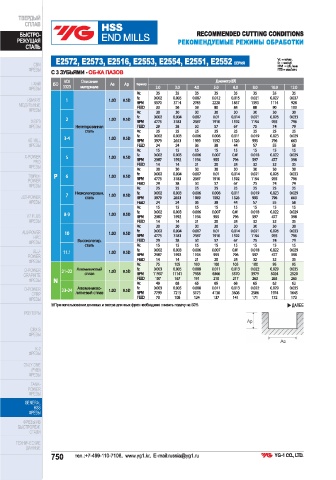
et РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
CTAIIb
ЗЕРЕН ТТУ Ус =м/мин.
f=
CBN
RPM =06./muH
ФРЕЗЫ FEED = MM/MiH,
С 3 ЗУБЬЯМИ - ОБ-КА ПАЗОВ
VDI Orel Ae
i-Xmill
3323 maTepvana
ФРЕЗЫ
35 35
0,027 0.037
i-SMART | 1.00 0.50
1114 928
МОДУЛЬНЫЕ
90 103
ФРЕЗЫ
30 30
7 1.00 0.50 0.026 0,033
Х5070 4775 955 796
ФРЕЗЫ 29 74 79
25 25 25
0,002 0.023 0.029
34 100 0,50
4G MILL 3979 796 663
ФРЕЗЫ 24 55 58
15 15 15
X-POWER 5 1.00 0.50 0,002 0.006 0,022 0,029
2387 1194 477 398
РКО
14 21 32 35
ФРЕЗЫ
30 30 30 30
0,002 0.007 0.014 0.021 0,026 0,033
TitaNox- 6 1.00
4775 3183 2387 1592 1194 955 796
POWER
29 38 50 67 75 74 79
ФРЕЗЫ
25 25 25 25 25 25
0,002 0.003 0.006 0.011 0.019 0.023 0.029
я 100 0,50
JET-POWER 3979 2653 1989 1592 1326 995 796 663
ФРЕЗЫ 24 24 36 57 55 58
15 15 15 15 15 15 15
0,002 0.003 0.006 0.01 0.018 0,022 0,029
89 1.00 0,50
V7 PLUS 2387 1592 1194 597 477 398
ФРЕЗЫ 14 14 21 24 32 32 35
30 30 30 30 30 30 30
0,002 0.004 0.007 0.014 0.021 0,026 0,033
ALU-POWER 1.00 0.50
HPC 4775 3183 2387 1910 1592 1194 955 796
29 38 50 67 75 74 79
ФРЕЗЫ 15 15 15 15 15 15 15
CFRP 0,003 0.005 0.008 0.011 0.013 0.022 0,029 0,035
2586
4138
3608
5173
ALU-
477
2387
955
1194
1592
597
398
796
POWER 100 0,50 0,002 0.003 0.006 0.007 0.01 0.018 0,022 0,029
21
20
32
14
24
ФРЕЗЫ 14 105 100 100 105 100 32 35
95
75
95
D-POWER 21-22 1.00 7799 7215
GRAPHITE FEED 11937 11141 7958 6366 5570 3979 3024 2520
ФРЕЗЫ 107 167 191 210 217 263 263 265
65
65
62
65
62
68
49
0-РОМЕВ Е 1.00 0.50 0,003 0,005 0.008 0.011 0.013 0.022 0,029 0,035
1974
1645
ФРЕЗЫ 70 108 124 137 141 171 172 173
ЖПри использовании длинных и экстра длинных фрез необходимо снизить подачу на 50% > ДАЛЕЕ
РОУТЕРЫ
Ар
СВХ $
ФРЕЗЫ
К-2
ФРЕЗЫ
ONLY ONE
(PM60)
ФРЕЗЫ
ТАМК-
РОМЕК
ФРЕЗЫ
OPESbI
ФРЕЗЫ ИЗ
БЫСТРОРЕЖ
СТАЛИ
ТЕХНИЧЕСКИЕ
ДАННЫЕ
750 Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru “G& YG-1 CO.,LTD.