
Page 753 - Фрезерование
P. 753
ТВЕРДЫЙ
СПЛАВ
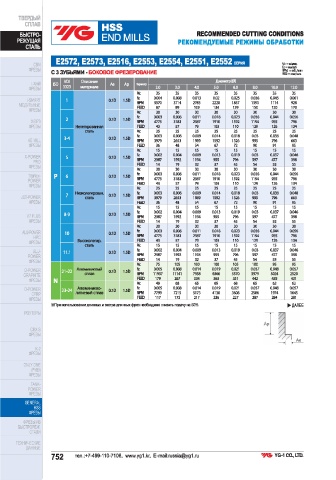
БЫСТРО- GS RECOMMENDED CUTTING CONDITIONS
et РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
CTAIIb
FE ee ee
CBN Vc = M/MHH,
fz
ФРЕЗЫ RPM = об./мин
С 3 ЗУБЬЯМИ - БОКОВОЕ ФРЕЗЕРОВАНИЕ НЕЕ = мм/мин,
VDI Oye Ae
i-Xmill
3323 материала
ФРЕЗЫ
35 35
0.045 0.061
i-SMART | 0.1D 150
1114 928
МОДУЛЬНЫЕ
150 170
ФРЕЗЫ
30 30
0.044 0.056
7 0.1D 1.50
Х5070 4775 955 796
ФРЕЗЫ 43 57 126 134
25 25 25
0,003 0.006 0.038 0.048
34 0.1D 1.50
4G MILL 3979 2653 796 663
ФРЕЗЫ 36 48 91 95
15 15 15 15 15
X-POWER 5 0.1D 150 0,002 0.004 0.009 0.037 0.046
2387 1592 1194 477 398
РКО
14 19 32 53 55
ФРЕЗЫ
30 30 30 30 30
0,003 0.006 0,011 0.018 0.044 0.056
TitaNox- 6 1.50
4775 3183 2387 1910 955 796
POWER
43 57 79 103 126 134
ФРЕЗЫ
25 25 25 25 25 25
0,003 0.006 0.009 0.014 0.038 0.048
я 0.1D 1,50
JET-POWER 3979 2653 1989 1592 796 663
ФРЕЗЫ 36 48 54 67 91 95
15 15 15 15 15 15
0,002 0.004 0.009 0.013 0.037 0.046
89 010 150
V7 PLUS 2387 1592 1194 955 477 398
ФРЕЗЫ 14 19 32 37 53 55
30 30 30 30 30 30
ALU-POWER 1.50 0,003 0.006 0,011 0.018 0,023 0.044 0.056
HPC 4775 3183 2387 1910 1592 955 796
43 57 79 103 110 129 126 134
ФРЕЗЫ 15 15 15 15 15 15 15
CFRP 0,005 0.008 0.014 0.019 0.021 0.037 0.048 0.057
3608
4138
5173
2586
ALU-
477
398
1592
2387
796
597
1194
955
POWER 0.1D 1,50 0,002 0.004 0.009 0.013 0.019 0.03 0.037 0.046
53
45
32
37
19
ФРЕЗЫ 14 105 100 100 105 100 95 55
95
75
D-POWER 21-22 010 150 7799 7215
GRAPHITE FEED 11937 11141 7958 6366 5570 3979 3024 2520
ФРЕЗЫ 179 267 334 363 351 442 435 431
62
62
65
65
65
49
68
0-РОМЕВ Е 0.1D 150 0,005 0.008 0.014 0,019 0.021 0.037 0.048 0.057
1645
1974
ФРЕЗЫ 117 173 217 236 227 287 284 281
ЖПри использовании длинных и экстра длинных фрез необходимо снизить подачу на 50% }> ДАЛЕЕ
РОУТЕРЫ
Ар
СВХ $
ФРЕЗЫ
| Ae
К-2
ФРЕЗЫ
ONLY ONE
(PM60)
ФРЕЗЫ
ТАМК-
РОМЕК
ФРЕЗЫ
OPESbI
ФРЕЗЫ ИЗ
БЫСТРОРЕЖ
СТАЛИ
ТЕХНИЧЕСКИЕ
ДАННЫЕ
752 Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru “G& YG-1 CO.,LTD.