
Page 777 - Фрезерование
P. 777
ТВЕРДЫЙ
СПЛАВ
БЫСТРО- GIS RECOMMENDED CUTTING CONDITIONS
et РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
CTAIIb
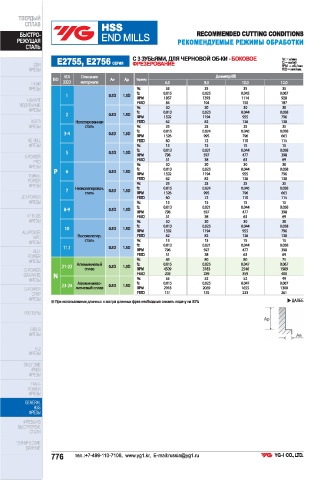
С 3 ЗУБЬЯМИ, „для ЧЕРНОВОЙ ОБ-КИ - БОКОВОЕ Ус = м/мин,
E2755, E2756 com fz
CBN ФРЕЗЕРОВАН RPM = об./мин
=
ФРЕЗЫ НЕЕ мм/мин,
3323 Bora. ur)
i-Xmill
ФРЕЗЫ си a ee ce
0.015 0.025 0.045 0.067
0,50 1.50
1857 1393 1114 928
ЕЗМАВТ
84 104 150 187
МОДУЛЬНЫЕ
30 30 30 30
ФРЕЗЫ
0.013 0.023 0,044 0.058
0.55 150
1592 1194 955 796
Х5070 62 82 126 138
ФРЕЗЫ 25 25 25 25
0.015 0.024 0.046 0.058
0,50 1,50
1326 995 796 663
4G MILL 60 72 110 115
ФРЕЗЫ 15 15 15 15
0.013 0.021 0.044 0.058
0,50 1.50
X-POWER 796 597 477 398
PRO 31 38 63 69
ФРЕЗЫ 30 30 30 30
0.013 0.023 0,044 0,058
150
TitaNox- 1592 1194 955 796
62 82 126 138
POWER
25 25 25 25
ФРЕЗЫ
0.015 0.024 0.046 0.058
0.5D 1,50
1326 995 796 663
JET-POWER 60 72 110 115
ФРЕЗЫ 15 15 15 15
0.013 0.021 0.044 0.058
0,50 1.50
796 597 477 398
V7 PLUS 31 38 63 69
ФРЕЗЫ 30 30 30 30
0.013 0.023 0,044 0,058
0.55 150
1592 1194 955 796
ALU-POWER
62 82 126 138
HPC
15
15 0.021 0.044 0.058
15
15
ФРЕЗЫ
D-POWER 0.067
FEED
0.013
0.5D
1,50
477
398
597
796
ALU-
69
63
38
31
POWER
75
80
85
80
ФРЕЗЫ
0.025
0.047
0.015
0,50
1.50
21-22
1989
2546
3183
4509
D-POWER
203
359
239
400
GRAPHITE 0.015 0.025 0,047 0,067
49
55
52
52
ФРЕЗЫ
1655
261
155
131
CFRP Ел 0.55 150 2918 2069 233 1300
ФРЕЗЫ
ХХ При использовании длинных и экстра длинных фрез необходимо снизить подачу на 50%
РОУТЕРЫ
I
СВХ $
ФРЕЗЫ
К-2
ФРЕЗЫ
ONLY ONE
(PM60)
ФРЕЗЫ
ТАМК-
РОМЕК
ФРЕЗЫ
OPESbI
ФРЕЗЫ ИЗ
БЫСТРОРЕЖ.
СТАЛИ
ТЕХНИЧЕСКИЕ
ДАННЫЕ
776 Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru 3/5 У@-1 СО. ТО.