
Page 781 - Фрезерование
P. 781
ТВЕРДЫЙ
СПЛАВ
БЫСТРО- GS RECOMMENDED CUTTING CONDITIONS
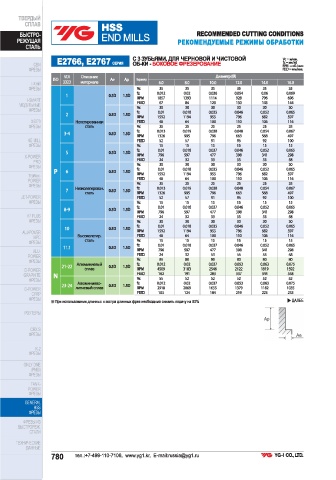
et РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ОБРАБОТКИ
CTAIIb
С 3 ЗУБЬЯМИ, Я ЧЕРНОВОЙ И ЧИСТОВОЙ Ус = м/мин,
ah fz = мм/зуб
CBN ОБ-И - БОКО! Е ФРЕЗЕРОВАНИЕ RPM =06./mHH
ФРЕЗЫ НЕО = мм/мин,
VDI Orel ни"
3323 материала
i-Xmill В ТЛИ ПЕ ОКТ ВОО ОИК ОКТ ОИ
ФРЕЗЫ 35 35 35 35 35 35
0.012 0.02 0.036 0.054 0.06 0.069
0,50 150
1857 1393 1114 928 796 696
i-SMART
67 84 120 150 143 144
МОДУЛЬНЫЕ
30 30 30 30 30 30
ФРЕЗЫ
0.01 0,018 0.035 0.046 0.052 0.065
0.55 150
1592 1194 955 796 682 597
Х5070 48 64 100 110 106 116
ФРЕЗЫ 25 25 25 25 25 25
0.013 0.019 0.038 0.048 0.054 0.067
0,50 1,50
1326 995 796 663 568 497
4G MILL 52 57 91 95 92 100
ФРЕЗЫ 15 15 15 15 15 15
0.01 0.018 0.037 0.046 0.052 0.065
0,50 150
796 597 477 398 341 298
X-POWER
24 32 53 55 53 58
РКО
30 30 30 30 30 30
ФРЕЗЫ
0,01 0,018 0.035 0.046 0.052 0.065
150
TitaNox- 1592 1194 955 796 682 597
48 64 100 110 106 116
POWER
25 25 25 25 25 25
ФРЕЗЫ
0.013 0.019 0.038 0.048 0.054 0.067
0.5D 1,50
1326 995 796 663 568 497
JET-POWER 52 57 91 95 92 100
ФРЕЗЫ 15 15 15 15 15 15
0.01 0.018 0.037 0.046 0.052 0.065
0,50 150
796 597 477 398 341 298
V7 PLUS 24 32 53 55 53 58
ФРЕЗЫ 30 30 30 30 30 30
0,01 0,018 0,035 0,046 0.052 0.065
0.55 150
1592 1194 955 796 682 597
ALU-POWER
48 64 100 110 106 116
HPC 0.5D 1,50 0.01 0.018 0.037 0.046 0.052 0.065
15
15
15
D-POWER 0,50 1.50 FEED 0.012 3183 0.037 0.053 0.063 0.075
15
15
15
ФРЕЗЫ
105
597
796
298
398
477
341
ALU-
58
53
55
24
32
53
POWER
85
80
80
80
80
80
ФРЕЗЫ
0.02
21-22
4509
1819
1592
2546
2122
D-POWER
191
162
344
283
337
358
GRAPHITE Х При использовании длинных и экстра длинных фрез необходимо снизить подачу на 50% 0.075
52
52
52
52
55
52
ФРЕЗЫ
0.012
0.053
0.037
0,02
0.063
223
233
184
124
219
CFRP Ел 0.55 150 2918 2069 1655 1379 1182 1035
ФРЕЗЫ }> ДАЛЕЕ
РОУТЕРЫ
a
СВХ $
ФРЕЗЫ
К-2
ФРЕЗЫ
ONLY ONE
(PM60)
ФРЕЗЫ
ТАМК-
РОМЕК
ФРЕЗЫ
OPESbI
ФРЕЗЫ ИЗ
БЫСТРОРЕЖ.
СТАЛИ
ТЕХНИЧЕСКИЕ
ДАННЫЕ
780 Ten.:+7-499-110-7106, www.yg1.kr, E-mail:russia@yg1.ru 3/5 У@-1 СО. ТО.