
Page 339 - Нарезание резьбы
P. 339
TECHNICAL
WIS SUPER CUTTING TAPS
py yy HOCHLEISTUNGS GEWINDEBOHRER
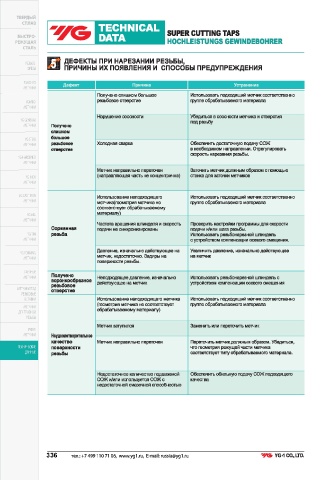
ДЕФЕКТЫ ПРИ НАРЕЗАНИИ РЕЗЬБЫ,
5 ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ
О
ее
ПРЕ О ОИ
Получено слишком большое Использовать подходящий метчик соответственно
резьбовое отверстие группе обрабатываемого материала
Нарушение соосности Убедиться в соосности метчика и отверстия
под резьбу
Получено
слишком
большое
резьбовое Холодная сварка Обеспечить достаточную подачу СОЖ
отверстие в необходимом направлении. Отрегулировать
скорость нарезания резьбы.
Метчик неправильно переточен Заточить метчик должным образом с помощью
(направляющая часть не концентрична} станка для заточки метчиков
Использование неподходящего Использовать подходящий метчик соответственно
метчика(геометрия метчика не группе обрабатываемого материала
соответствует обрабатываемому
материалу)
Частота вращения шпинделя и скорость Проверить настройки программы для скорости
Сорванная подачи не синхронизированы подачи и/или шага резьбы.
резьба Использовать резьбонарезной шпиндель
с устройством компенсации осевого смещения.
Давление, изначально действующее на Увеличить давление, изначально действующее
метчик, недостаточно. Задиры на на метчик
поверхности резьбы.
Получено, 7 Неподходящее давление, изначально Использовать резьбонарезной шпиндель с
оронкоооразнов действующее на метчик устройством компенсации осевого смещения
резьбовое
отверстие
Использование неподходящего метчика Использовать подходящий метчик соответственно
(геометрия метчика не соответствует группе обрабатываемого материала
обрабатываемому материалу)
Обеспечить обильную подачу СОЖ подходящего
Неудовлетворительное Метчик затупился Заменить или переточить метчик
качество Метчик неправильно переточен Переточить метчик должным образом. Убедиться,
еек поверхности что геометрия режущей части метчика
А резьбы соответствует типу обрабатываемого материала.
Недостаточное количество подаваемой
качества
СОЖ и/или используется СОЖ с
недостаточной смазочной способностью
336 Ten.: +7 499 11071 06, www.yg1.ru, E-mail: russia@yg1.ru © УСА СО. ТО.