
Page 341 - Нарезание резьбы
P. 341
=, ТЕТ
SUPER CUTTING TAPS
IS py yy HOCHLEISTUNGS GEWINDEBOHRER
ПЕРЕТОЧКА
По мере эксплуатации рабочая часть метчика затупляется
в результате трения инструмента об обрабатываемую поверхность,
что приводит к необходимости выполнить переточку метчика.
Переточка метчика должна осуществляться правильно и аккуратно
во избежание сокращения срока спужбы инструмента и нарушения
точности нарезаемой резьбы.
Для надлежащей и аккуратной заточки метчиков рекомендуется
использовать специальные станки для заточки метчиков.
Переточка метчика осуществляется в два этапа:
а) переточка заборной части метчика;
6) переточка канавок (см. Рисунок 1)
рис. 1
ПЕРЕТОЧКА ЗАБОРНОЙ ЧАСТИ
Переточку заборной части метчика можно осуществлять
как на специальных станках для заточки метчиков, так
и на обычных станках для заточки, но оборудованных
дополнительными приспособлениями для обеспечения
должного угла наклона заборной части.
На Рисунке 2 изображён процесс переточки с использованием
цилиндрического шлифования.
Перед началом операции переточки убедиться, что метчик
надёжно закреплён в центрах или с помощью зажимного устройства.
Также необходимо убедиться, что метчик расположен под
правильным углом В, что необходимо для поддержания
одинакового количества ниток резьбы на заборной части метчика.
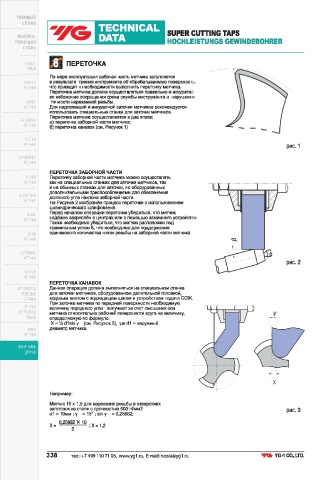
ПЕРЕТОЧКА КАНАВОК
Данная операция должна выполняться на специальном станке
для заточки метчиков, оборудованном делительной головкой,
ходовым винтом с подходящим шагом и устройством подачи СОЖ.
При заточке метчика по передней поверхности необходимую
величину переднего угла получают за счет смещения оси
метчика относительно рабочей поверхности круга на величину,
определяемую по формупе:
X=Adisiny (см. Рисунок 3), где 91 = наружный
диаметр метчика.
еек
А
Например:
Метчик 10х 1,5 для нарезания резьбы в отверстиях
заготовок из стали с прочностью 600 Н/мм2 рис. 3
91 =10мм;у =15°;зту =0,25882;
0,25882 Х 10
Х= ;Х=1,2
2
338 Ten.: +7 499 11071 06, www.yg1.ru, E-mail: russia@yg1.ru © УСА СО. ТО.