
Page 65 - Сверление
P. 65
ИУ
CnNAB
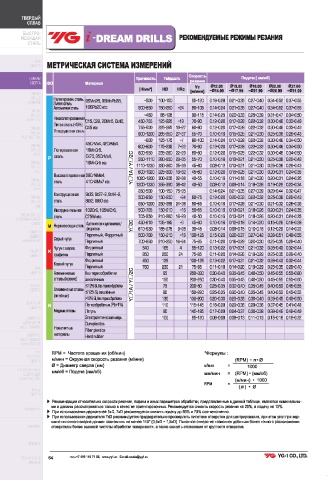
= >) 54-4" 0) <4] | РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ
МЕТРИЧЕСКАЯ СИСТЕМА ИЗМЕРЕНИЙ
ИИ и
СВЕРЛА ° Материал
[Hiuu?] Re Ve 912.00 915.00 18.00 22.00 927.00
[м/мин] ~214.99 ~@17.99 ~@21.99 ~@26.99 ~@31.99
aaa Cran, }9SMin28, SSMnPb28, ~500 | 100-150 95-120 | 016-028 | 021-035 | 027-040 | 034-052 | 037-055
Автометнаястаь | 10SPb20 etc 500-850 | 150-250) ~24 | 80-105 | 014024 | 021-035 027-040 | 034-052 | 037-055
Наколелированне 450 | 85-125 90-115 | 014-025 | 020-033 | 025-039 | 031-047 | 034-050
5,
итая сталь (к И5.С22.20М\Б, 450-755 | 125-225 | 549 | 70-80 | 042-020 | 047-028 | 022-032 | 030-046 | 033-049
улеролитая сталь 59 755-900 | 225-265 | 19-27 | 60-80 | 042-020 | 047-028 | 022-032 | 030-046 | 033-049
900-1200 | 265-350 | 27-37 | 55-70 | 040-046 | 045-025 | 021-030 | 025-038 | 029-043
смо аб -800 | 125-175] -7 | 80-100 | 044-024 | 047-028 | 022-032 | 030-046 | 034-050
Ретро — ММО 5 ' 600-800 | 175-235 | 7-22 | 70-90 (042-020 | 047-028 | 022-032 | 030-046 | 034-050
ат C475 Бои © 800950 235-080 22-29 | 6080 | 042-050 045-025 022-032 030-048 034-050
ВМС С 90-110 | 280-330 | 29-35 | 55-70 | 010-046 | 043-021 | 021-030 | 025-038 | 029-043
> 1110-1230 | 330-380 | 35-39 | 45-60 | 008-042 | 043-021 | 021-030 | 025-088 | 029-043
аколетованны ЗВСНУМ vo < 600-1020 225-300 19-32 4560 | 012-020 | 015-025 | 021-030 | 020-031 | 024-035
: С 1020-1200 | 300-366 | 32-38 | 40-55 | 040-06 | 041-048 | 021-030 | 020-031 | 024-035
crap Е > | 1900-1330 | 355-390 | 38-42 | 40-50 | 008-042 | 009-044 | 018-028 | 049-029 | 023-034
350-500 | 100-150 | 75-95 014-024 | 021-035 | 027-039 | 029-044 | 032-047
НЕ aaa 500-850 | 150-250 | -24 60-75 | 042-020 | 020-033 | 022-032 | 025-038 | 029-043
аъ НЕЕ 850-1200 | 250-355 | 24-38 | 50-65 | 040-06 | 047-028 | 021-030 | 021-032 | 026-038
Инструментальная |102Cr6, 105WCr6, 500-705 | 150-210] -16 50-65 | 010016 013-021 | 048-086 | 020-031 | 024-035
сталь С75\ ее 705-950 | 210-280 | 16-29 | 40-50 | 040-06 | 043-021 | 048-026 | 020-031 | 024-035
Нерхавеощея сталь Аттняиаулитнея/ 8 450-610 | 135~185| -9 | 45-60 | 040-046 | 042-018 | 044-020 | 045-026 | 018-028
ферритная
Перлитный , Ферритный Я 610-330 | 185-275 | 9-28 | 30-45 | 008-044 | 009-045 | 040-046 | 012-020 044-022
500-700 | 150-210 | ~18 | 100-125 | 05-026 | 020-037 | 027-042 | 038-051 | 040-055
Сели Перлитный 700-850 | 210-250 | 16-24 | 75-95 | 041-020 | 046-029 | 020-030 | 025-35 | 029-040
Чунсшаро. — Ферритный 540 165 |4 | 95-120 | 0435022 | 047-031 | 021-032 | 028-00 | 032-044
графитом Перлитный 850 250 | 24 | 75-95 | 041-020 044-026 | 019-029 | 025-035 | 029-040
че Ферритный 450 125 100-125 | 043-022 | 047-031 | 021-032 | 028-040 | 032-044
Перлитный © 780 230 |2 | 75-95 | 041-048 044-026 | 019-029 | 025-035 | 029-040
Алюминиевые без термообработки N 65 250-330 | 0,30-040 | 035-045 | 040-0550 | 045-055 | 050-060
сплавы [ковки] — закалённые Я 150 200-250 | 030-040 | 035-045 | 040-050 | 045-055 | 050-060
Anovunesie enranu 53 Mentone < 75 200-50 | 025-035 |030-040 | 0,35-045 | 040-050 | 045-055
ime [512% $ закалённые 5 90 150-220 | 025-035 | 0.30-040| 035-045 | 040-050 | 045-055
repwoofpatonn
Ges
>12%Si |5- 130 100-200 | 020-030 | 025-035| 030-040 | 035-045 | 040-050
Пегкообрабатыв(РЕ>1%] 110 115-145 | 046-028 | 023-036 | 029-036 | 037-045 | 041-048
90
Медные сплавы — Латунь
145-185 | 047-029 024-037 | 030-038 | 038-046 | 042-049
'Электролитическая медь 100 95-120 | 006-009 | 009-043 | 041-043 | 045-048 | 019-022
[Duroplastics
Неамагнитные Fiber plastics
ene Hard rubber
:
ВРМ = Частота вращения (об/мин) *Формулы
м/мин = Окружная скорость резания (м/мин) (RPM) ° 71° @
© = Диаметр сверла (мм) M/MUH = 1000
=
Подача
мм/об (мм/об) мм/мин = (ВРМ)* (мм/об)
_ (м/мин) * 1000
RPM -"“m-s
> Рекомендации относительно скорости резания, подачи и иных параметров обработки, представленные в данной таблице, являются номинальны-
мии должны рассматриваться только в качестве ориентировочных. Рекомендуется снизить скорость резания на 20%, а подачу на 10%.
> При использовании держателей 5х0, 7хО рекомендуется снизить подачу до 85% и 70% соответственно.
> При использовании держателя 7х0 рекомендуется предварительно просверлить пилотное отверстие для центрирования, при этом угол при вер-
шине пилотного сверла должен составлять не менее 140° {0,5xD ~ 1,5xD). Пипотное отверстие позволяет добиться более точного распопожения
отверстия и более высокой чистоты обработки поверхности, а также снизить отклонения от круглости отверстия.
64 ten.:#7 499 110 71 06, wwwyg!.kr, E-mail:russia@yg/.ru © УСА СО. ЧО.