
Page 1750 - Rubix Werkzeugkatalog 2019-21
P. 1750
Gewinde-/Bohrgewindefräser
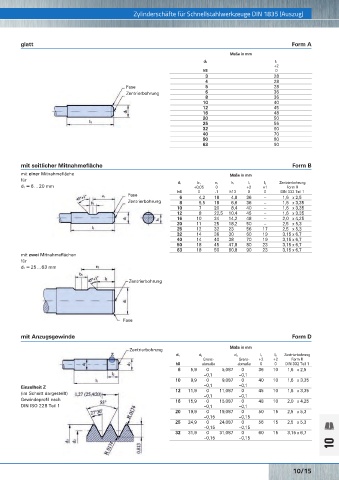
Ablaufschritte glatt Zylinderschäfte für Schnellstahlwerkzeuge DIN 1835 (Auszug)
Form A
Maße in mm
d 1 l 1
+2
h8 0
3 28
4 28
Fase 5 28
Zentrierbohrung 6 36
8 36
10 40
12 45
16 48
20 50
7 8 25 56
32 60
40 70
50 80
63 90
mit seitlicher Mitnahmefläche Form B
Schnittwerte mit einer Mitnahmefläche Maße in mm
für
Werkstoffgruppe Zugfestigkeit Härte Schnitt- Vorschub Bohrvorschub d 1 = 6…20 mm d 1 b 1 e 1 h 1 l 1 l 2 Zentrierbohrung
HB geschwindigkeit pro Zahn pro Umdrehung +0,05 0 +2 +1 Form R
MPa (N/mm ) 2 V c (m/min) f z (mm) f b (mm) Fase h6 0 -1 h13 0 0 DIN 332 Teil 1
X Allgemeine Baustähle ≤ 850 – 80–120 0,02–0,10 – Zentrierbohrung 6 4,2 18 4,8 36 – 1,6 x 2,5
–
36
6,6
5,5
8
1,6 x 3,35
18
Automatenstähle ≤ 1000 – 80–120 0,02–0,10 – 10 7 20 8,4 40 – 1,6 x 3,35
Unlegierte Einsatzstähle ≤ 750 – 80–120 0,02–0,10 – 12 8 22,5 10,4 45 – 1,6 x 3,35
Unlegierte Vergütungsstähle ≤ 850 – 80–120 0,02–0,10 – 16 10 24 14,2 48 – 2,0 x 4,25
x Legierte Einsatzstähle ≥ 850...1200 – 60– 80 0,01–0,08 – 20 11 25 18,2 50 – 2,5 x 5,3
Legierte Vergütungsstähle ≥ 850...1200 – 60– 80 0,01–0,08 – 25 12 32 23 56 17 2,5 x 5,3
Legierte Werkzeugstähle ≤ 1000 – 60– 80 0,01–0,08 – 32 14 36 30 60 19 3,15 x 6,7
Schnellarbeitsstähle ≥ 650...1000 – 60– 80 0,01–0,08 – 40 14 40 38 70 19 3,15 x 6,7
x Rost- und säurebeständige Stähle, geschwefelt ≤ 850 – 50– 70 0,02–0,10 – 50 18 45 47,8 80 23 3,15 x 6,7
austenitisch ≤ 850 – 50– 70 0,02–0,10 – 63 18 50 60,8 90 23 3,15 x 6,7
martensitisch ≤ 850 – 50– 70 0,02–0,10 – mit zwei Mitnahmeflächen
x Allgemeine Baustähle ≤ 800 – 80–100 0,02–0,10 – für
Automatenstähle ≤ 1000 – 80–100 0,02–0,10 –
Einsatzstähle ≤ 1000 – 80–100 0,02–0,10 – d 1 = 25…63 mm
Vergütungsstähle ≤ 1200 – 80–100 0,02–0,10 –
Nitrierstähle ≤ 1200 – 80–100 0,02–0,10 – Zentrierbohrung
Kugelgrafitguss – ≤ 240 80–120 0,02–0,10 0,05–0,20
x Aluminium und AI-Legierung ≤ 400 – 150–300 0,05–0,20 0,05–0,25
AI-Knetlegierungen ≤ 400 – 150–300 0,05–0,20 0,05–0,25
AI-Gusslegierungen ≤ 10 % Si ≤ 600 – 150–300 0,05–0,20 0,05–0,40
> 10 % Si ≤ 600 – 100–200 0,05–0,20 0,05–0,30
X Gusseisen – ≤ 240 100–150 0,05–0,15 0,05–0,25
Kugelgrafitguss – ≤ 240 80–120 0,05–0,15 0,05–0,20
Temperguss – < 300 80–120 0,05–0,15 0,05–0,20 Fase
x Messing, kurzspanend ≤ 600 – 150–250 0,05–0,25 0,05–0,40
langspanend ≤ 600 – 150–250 – 0,05–0,25
x Kunststoffe – – 100–200 0,05–0,25 0,05–0,40 mit Anzugsgewinde Form D
x Magnesium-Legierungen ≤ 450 – 150–300 0,05–0,25 0,05–0,40
x Titan und Ti-Legierungen ≤ 1200 – 40– 60 0,01–0,08 – Zentrierbohrung Maße in mm
Ni-Legierungen ≤ 1200 – 40– 60 0,01–0,08 –
d 1 d 3 d 2 l 1 l 3 Zentrierbohrung
Grenz- Grenz- +2 +2 Form R
X = blank h8 abmaße abmaße 0 0 DIN 332 Teil 1
x = Stähle und Nickellegierungen 6 5,9 - 0 5,087 - 0 36 10 1,6 x 2,5
x = TiCN –0,1 –0,1
10 9,9 - 0 9,087 - 0 40 10 1,6 x 3,35
Einzelheit Z –0,1 –0,1
(im Schnitt dargestellt) 12 11,9 - 0 11,087 - 0 45 10 1,6 x 3,35
V c = Schnittgeschwindigkeit –0,1 –0,1
V f = Konturvorschub Gewindeprofil nach 16 15,9 - 0 15,087 - 0 48 10 2,0 x 4,25
v m = Mittelpunktsbahnvorschub DIN ISO 228 Teil 1 –0,1 –0,1
n = Drehzahl 20 19,9 - 0 19,087 - 0 50 15 2,5 x 5,3
z = Schneidenzahl –0,15 –0,15
f z = Vorschub pro Zahl 25 24,9 - 0 24,087 - 0 56 15 2,5 x 5,3
f b = Bohrvorschub pro Umdrehung* –0,15 –0,15
v b = Bohrvorschubgeschwindigkeit* 32 31,9 - 0 31,087 - 0 60 15 3,15 x 6,7
D = Gewinde-Nenndurchmesser [mm] –0,15 –0,15
d = Fräser-Außendurchmesser [mm] 10
* Für das Bohrgewindefräsen.
10/15
Premium_WZ_WG10_001-029.indd 15 01.03.19 11:54