
Page 1755 - Rubix Werkzeugkatalog 2019-21
P. 1755
Fräsen
Walzenstirnfräser Sonstige HSS-Bohrungs- und Schaftfräser Fräsen
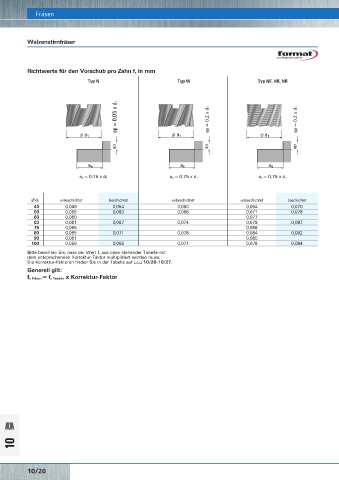
Richtwerte für den Vorschub pro Zahn f z in mm Richtwerte für den Vorschub pro Zahn f z in mm
Typ N Typ W Typ NF, HR, NR
Scheibenfräser
ap = 0,05 x d 1 ap = 0,2 x d 1 ap = 0,2 x d 1 50 x 4 0,020
d 1 x b
f z
0,020
50 x 5
50 x 8
0,025
l d 1 l d 1 l d 1 50 x 6 0,020
50 x 10 0,025
a p ap a p ap a p ap 63 x 1,6 0,006
63 x 2 0,010
63 x 2,5 0,012
63 x 3 0,015
a e a e a e 63 x 4 0,020
63 x 5 0,022
a e = 0,75 x d 1 a e = 0,75 x d 1 a e = 0,75 x d 1 63 x 6 0,022
63 x 8 0,022
63 x 10 0,026
80 x 1,6 0,006
unbeschichtet beschichtet unbeschichtet unbeschichtet beschichtet 80 x 2 0,012
∅ d 1 80 x 2,5 0,015
40 0,049 0,054 0,060 0,064 0,070 80 x 3 0,020
50 0,055 0,060 0,066 0,071 0,078 80 x 4 0,024
60 0,060 0,077 80 x 5 0,024
63 0,061 0,067 0,074 0,079 0,087 80 x 6 0,024
75 0,066 0,086 80 x 8 0,027
80 0,065 0,071 0,078 0,084 0,092 80 x 10 0,027
90 0,061 0,080 80 x 12 0,034
100 0,059 0,065 0,071 0,076 0,084
80 x 16 0,034
Bitte beachten Sie, dass der Wert f z aus oben stehender Tabelle mit 100 x 1,6 0,006
dem entsprechenden Korrektur-Faktor multipliziert werden muss. 100 x 2 0,012
Die Korrektur-Faktoren finden Sie in der Tabelle auf Ç 10/26-10/27. 100 x 2,5 0,014
Generell gilt: 100 x 3 0,016
0,020
100 x 4
f z Fräsen = f z Tabelle x Korrektur-Faktor 100 x 5 0,024
100 x 6 0,024
100 x 8 0,028
Halbrund-Profilfräser
d 1 x r f z konvex
50 x 1,0 0,012
50 x 1,5 0,014
50 x 2,0 0,018
63 x 2,5 0,024
63 x 3,0 0,025
63 x 3,5 0,028
63 x 4,0 0,030
63 x 4,5 0,032
63 x 5,0 0,034
80 x 5,5 0,038
80 x 6,0 0,042
80 x 6,5 0,048
80 x 7,0 0,052
80 x 7,5 0,055
80 x 8,0 0,060
100 x 8,5 0,066
100 x 9,0 0,074
100 x 10,0 0,080
10
10/20
Premium_WZ_WG10_001-029.indd 20 01.03.19 11:54