
Page 19 - CNC Milling E-module_Neat
P. 19
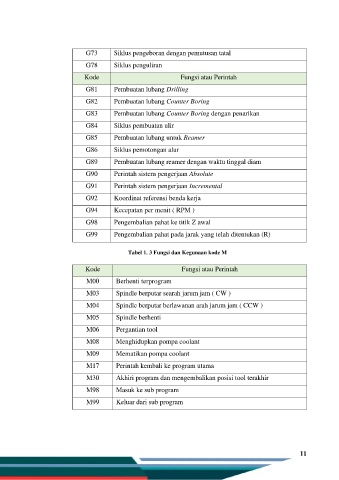
G73 Siklus pengeboran dengan pemutusan tatal
G78 Siklus penguliran
Kode Fungsi atau Perintah
G81 Pembuatan lubang Drilling
G82 Pembuatan lubang Counter Boring
G83 Pembuatan lubang Counter Boring dengan penarikan
G84 Siklus pembuatan ulir
G85 Pembuatan lubang untuk Reamer
G86 Siklus pemotongan alur
G89 Pembuatan lubang reamer dengan waktu tinggal diam
G90 Perintah sistem pengerjaan Absolute
G91 Perintah sistem pengerjaan Incremental
G92 Koordinat referensi benda kerja
G94 Kecepatan per menit ( RPM )
G98 Pengembalian pahat ke titik Z awal
G99 Pengembalian pahat pada jarak yang telah ditentukan (R)
Tabel 1. 3 Fungsi dan Kegunaan kode M
Kode Fungsi atau Perintah
M00 Berhenti terprogram
M03 Spindle berputar searah jarum jam ( CW )
M04 Spindle berputar berlawanan arah jarum jam ( CCW )
M05 Spindle berhenti
M06 Pergantian tool
M08 Menghidupkan pompa coolant
M09 Mematikan pompa coolant
M17 Perintah kembali ke program utama
M30 Akhiri program dan mengembalikan posisi tool terakhir
M98 Masuk ke sub program
M99 Keluar dari sub program
11