
Page 13 - сентябрь рус итог_Neat
P. 13
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
ТЕХНОЛОГИЯ СОЗДАНИЯ ИЗНОСОСТОЙКИХ крепления обрабатываемой детали и подвода также растворяются в аустените до преде-
электрического тока большой силы и малого ла его насыщения вольфрамом.
ПОВЕРХНОСТНЫХ напряжения; силового блока для преобразова- При проведении исследований по-
ния промышленного электрического тока; бло- верхности трения цилиндрических образ-
СЛОЁВ, ка управления режимами обработки; средств цов обрабатывались порошком карбида
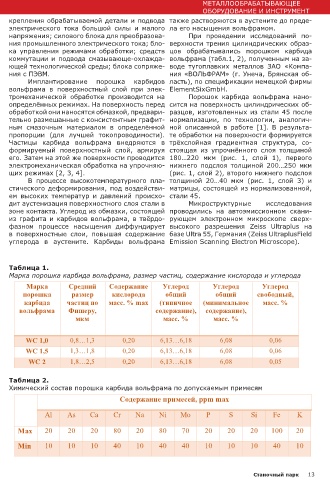
коммутации и подвода смазывающе-охлажда- вольфрама (табл.1, 2), полученным на за-
ИМПЛАНТИРОВАННЫХ Карбиды вольфрама W2C и WC доста- ющей технологической среды; блока сопряже- воде тугоплавких металлов ЗАО «Компа-
точно широко и эффективно применяются
ния с ПЭВМ.
ния «ВОЛЬФРАМ» (г. Унеча, Брянская об-
МАТЕРИАЛАМИ НА при получении различных функциональ- вольфрама в поверхностный слой при элек- ElementSixGmbH.
карбидов ласть), по спецификации немецкой фирмы
порошка
Имплантирование
ных материалов. Данные карбиды облада-
ОСНОВЕ КАРБИДА ют высокой твёрдостью, износостойкостью тромеханической обработке производится на Порошок карбида вольфрама нано-
и тугоплавкостью, что является исключи-
определённых режимах. На поверхность перед сится на поверхность цилиндрических об-
ВОЛЬФРАМА тельным сочетанием свойств для создания обработкой они наносятся обмазкой, предвари- разцов, изготовленных из стали 45 после
износостойких и жаропрочных сплавов.
тельно размешанные с консистентным графит- нормализации, по технологии, аналогич-
В качестве основного легирующего элемента вольфрам используется при производ- ным смазочным материалом в определённой ной описанной в работе [1]. В результа-
стве быстрорежущих сталей карбидного класса типа Р6М5, Р6М5К5, Р6М5Ф3 (содержат пропорции (для лучшей токопроводимости). те обработки на поверхности формируется
9…24% W), а также инструментальных сталей различного класса (содержат от 0,8…1,2% W Частицы карбида вольфрама внедряются в трёхслойная градиентная структура, со-
до 2,0…9,0% W). Инструментальные стали карбидного класса характеризуются повышен- формируемый поверхностный слой, армируя стоящая из упрочнённого слоя толщиной
ной теплостойкостью вследствие образования вторичного высоколегированного мартенси- его. Затем на этой же поверхности проводится 180…220 мкм (рис. 1, слой 1), первого
та с высокой твёрдостью и стабильностью, а также выпадения высокопрочных дисперсных электромеханическая обработка на упрочняю- нижнего подслоя толщиной 200…250 мкм
карбидов вольфрама. щих режимах [2, 3, 4]. (рис. 1, слой 2), второго нижнего подслоя
Вольфрам образует в стали карбид W6Cr, который при аустенитизации частично пе- В процессе высокотемпературного пла- толщиной 20…40 мкм (рис. 1, слой 3) и
реходит в твёрдый раствор, обеспечивая получение после закалки легированного воль- стического деформирования, под воздействи- матрицы, состоящей из нормализованной,
фрамом мартенсита, что затрудняет распад мартенсита при нагреве, обеспечивая необхо- ем высоких температур и давлений происхо- стали 45.
димую красностойкость стали. Нерастворённая часть карбида W6Сr приводит к повышению дит аустенизация поверхностного слоя стали в Микроструктурные исследования
износостойкости инструментальной стали. зоне контакта. Углерод из обмазки, состоящей проводились на автоэмиссионном скани-
На основе карбида вольфрама (WC, W2C) из графита и карбидов вольфрама, в твёрдо- рующем электронном микроскопе сверх-
созданы самые эффективные инструменталь- фазном процессе насыщения диффундирует высокого разрешения Zeiss Ultraplus на
ные твёрдые сплавы, содержащие 85…95% WC и в поверхностные слои, повышая содержание базе Ultra 55, Германия (Zeiss UltraplusField
5…14% Co. Жаропрочные и износостойкие спла- углерода в аустените. Карбиды вольфрама Emission Scanning Electron Microscope).
вы-стеллиты (3…5% W, 25…35% Cr, 45…65% Co)
с помощью наплавки наносятся на поверхности
значительно изнашивающихся деталей машин.
Однако до настоящего времени карбиды Таблица 1.
вольфрама наносились на функциональные по- Марка порошка карбида вольфрама, размер частиц, содержание кислорода и углерода
верхности в различных жидкофазных процессах Марка Средний Содержание Углерод Углерод Углерод
(наплавка; лазерное, плазменное, ионное напы- порошка размер кислорода общий общий свободный,
ление и др.) карбида частиц по масс. % max (типичное (минимальное масс. %
В настоящих исследованиях поставлена вольфрама Фишеру, содержание), содержание),
цель обработки поверхности деталей машин из мкм масс. % масс. %
типовой углеродистой стали карбидами вольфра-
ма методом пластической деформации. С учётом
опыта, полученного при имплантировании нано- WC 1,0 0,8…1,3 0,20 6,13…6,18 6,08 0,06
алмазов детонационного синтеза [1], для созда- 1,3…1,8 0,20 6,13…6,18 6,08 0,06
ния износостойких поверхностных слоёв на по- WC 1,5
верхностях трения деталей машин разработана WC 2 1,8…2,5 0,20 6,13…6,18 6,08 0,05
технология комбинированной электромеханиче-
ской обработки (далее – ИКЭМО), включающая Таблица 2.
формирование слоёв, имплантированных карбидами вольфрама, с последующим электро- Химический состав порошка карбида вольфрама по допускаемым примесям
механическим упрочнением обрабатываемой поверхности.
Эффект упрочнения при электромеханической обработке достигается благодаря Содержание примесей, ppm max
тому, что реализуются высокие скорости нагрева и охлаждения и достигается высокая сте-
пень измельчённости аустенитного зерна, которая обусловливает мелкокристаллические Al As Ca Cr Na Ni Mo P S Si Fe K
структуры закалки поверхностного слоя, обладающего высокими физико-механическими и
эксплуатационными свойствами [2, 3, 4]. Max 20 20 20 80 20 80 70 20 20 20 100 20
Технология реализуется на специальной установке. Она представляет собой техно-
логический комплекс, состоящий из универсального станка (применяемого для механиче- Min 10 10 10 40 10 40 40 10 10 10 40 10
ской обработки заготовок) с соответствующими инструментами и приспособлениями для за
12 Станочный парк Станочный парк 13