
Page 169 - Flipbook_SolidDesignSoutheast2020
P. 169
system uses the supplier's Ratiometric
Digital Weight Resolver Weight Sensing
System with synchro-resolver technology
to provide ultrahigh-resolution weight
sensing and precise weighing accuracy.
The feeder's weighing system monitors
the material weight numerous times per
second to ensure a typical feeding
accuracy of ±0.25 to ± 1.0 percent or
better at 2 sigma, based on a given
number of consecutive 1-minute
weighments.
Two Model 405-1015X loss-in-weight
feeders, each with a 5-cubicfoot-capacity
hopper, feed polymer modifiers and
3
powders with bulk densities of 33 lb/ft at
30 to 800 lb/h. One Model 405-1015X
loss-in-weight feeder with a 5-cubic-foot-
capacity hopper feeds masterbatches and
3
powders with bulk densities of 33 lb/ft at
60 to 600 lb/h. These three feeders have
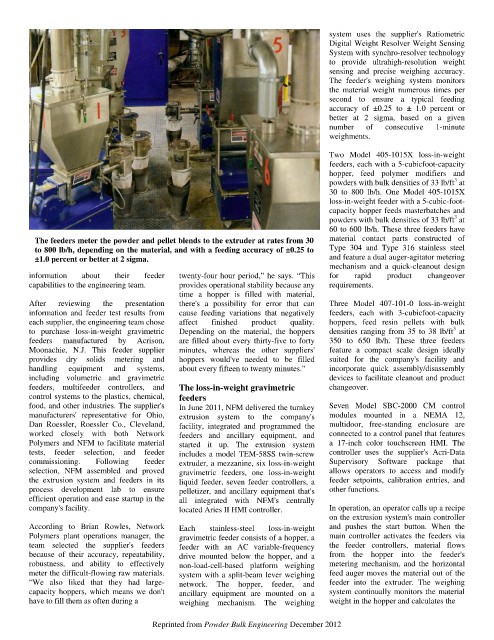
The feeders meter the powder and pellet blends to the extruder at rates from 30 material contact parts constructed of
to 800 lb/h, depending on the material, and with a feeding accuracy of ±0.25 to Type 304 and Type 316 stainless steel
±1.0 percent or better at 2 sigma. and feature a dual auger-agitator metering
mechanism and a quick-cleanout design
information about their feeder twenty-four hour period,” he says. “This for rapid product changeover
capabilities to the engineering team. provides operational stability because any requirements.
time a hopper is filled with material,
After reviewing the presentation there's a possibility for error that can Three Model 407-101-0 loss-in-weight
information and feeder test results from cause feeding variations that negatively feeders, each with 3-cubicfoot-capacity
each supplier, the engineering team chose affect finished product quality. hoppers, feed resin pellets with bulk
3
to purchase loss-in-weight gravimetric Depending on the material, the hoppers densities ranging from 35 to 38 lb/ft at
feeders manufactured by Acrison, are filled about every thirty-five to forty 350 to 650 lb/h. These three feeders
Moonachie, N.J. This feeder supplier minutes, whereas the other suppliers' feature a compact scale design ideally
provides dry solids metering and hoppers would've needed to be filled suited for the company's facility and
handling equipment and systems, about every fifteen to twenty minutes.” incorporate quick assembly/disassembly
including volumetric and gravimetric devices to facilitate cleanout and product
feeders, multifeeder controllers, and The loss-in-weight gravimetric changeover.
control systems to the plastics, chemical, feeders
food, and other industries. The supplier's In June 2011, NFM delivered the turnkey Seven Model SBC-2000 CM control
manufacturers' representative for Ohio, extrusion system to the company's modules mounted in a NEMA 12,
Dan Roessler, Roessler Co., Cleveland, facility, integrated and programmed the multidoor, free-standing enclosure are
worked closely with both Network feeders and ancillary equipment, and connected to a control panel that features
Polymers and NFM to facilitate material started it up. The extrusion system a 17-inch color touchscreen HMI. The
tests, feeder selection, and feeder includes a model TEM-58SS twin-screw controller uses the supplier's Acri-Data
commissioning. Following feeder extruder, a mezzanine, six loss-in-weight Supervisory Software package that
selection, NFM assembled and proved gravimetric feeders, one loss-in-weight allows operators to access and modify
the extrusion system and feeders in its liquid feeder, seven feeder controllers, a feeder setpoints, calibration entries, and
process development lab to ensure pelletizer, and ancillary equipment that's other functions.
efficient operation and ease startup in the all integrated with NFM's centrally
company's facility. located Aries II HMI controller. In operation, an operator calls up a recipe
on the extrusion system's main controller
According to Brian Rowles, Network Each stainless-steel loss-in-weight and pushes the start button. When the
Polymers plant operations manager, the gravimetric feeder consists of a hopper, a main controller activates the feeders via
team selected the supplier's feeders feeder with an AC variable-frequency the feeder controllers, material flows
because of their accuracy, repeatability, drive mounted below the hopper, and a from the hopper into the feeder's
robustness, and ability to effectively non-load-cell-based platform weighing metering mechanism, and the horizontal
meter the difficult-flowing raw materials. system with a split-beam lever weighing feed auger moves the material out of the
“We also liked that they had large- network. The hopper, feeder, and feeder into the extruder. The weighing
capacity hoppers, which means we don't ancillary equipment are mounted on a system continually monitors the material
have to fill them as often during a weighing mechanism. The weighing weight in the hopper and calculates the
Reprinted from Powder Bulk Engineering December 2012