
Page 86 - E-Modul Swansoft CNC Simulator
P. 86
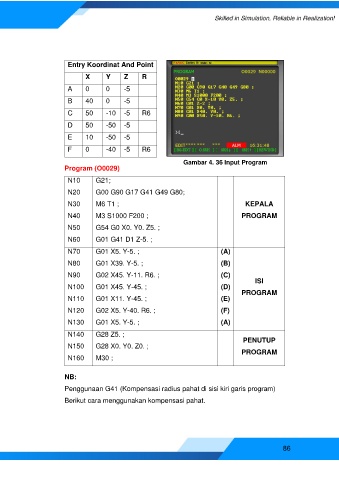
Entry Koordinat And Point
X Y Z R
A 0 0 -5
B 40 0 -5
C 50 -10 -5 R6
D 50 -50 -5
E 10 -50 -5
F 0 -40 -5 R6
Gambar 4. 36 Input Program
Program (O0029)
N10 G21;
N20 G00 G90 G17 G41 G49 G80;
N30 M6 T1 ; KEPALA
N40 M3 S1000 F200 ; PROGRAM
N50 G54 G0 X0. Y0. Z5. ;
N60 G01 G41 D1 Z-5. ;
N70 G01 X5. Y-5. ; (A)
N80 G01 X39. Y-5. ; (B)
N90 G02 X45. Y-11. R6. ; (C)
ISI
N100 G01 X45. Y-45. ; (D)
PROGRAM
N110 G01 X11. Y-45. ; (E)
N120 G02 X5. Y-40. R6. ; (F)
N130 G01 X5. Y-5. ; (A)
N140 G28 Z5. ;
PENUTUP
N150 G28 X0. Y0. Z0. ;
PROGRAM
N160 M30 ;
NB:
Penggunaan G41 (Kompensasi radius pahat di sisi kiri garis program)
Berikut cara menggunakan kompensasi pahat.
86