
Page 29 - Autoheinen muss sich verändern_Neat
P. 29
Autoheinen entwickelt sich
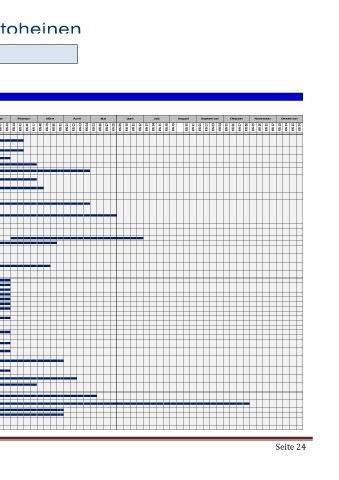
17. Maßnahmenplan Werkzeugmanagement
Maßnahmenplan Werkzeugmanagement 2019
Projektplan erstellt von: Mahlberg, Projektteam: Esch, Hoetgen
Datum: 10-12-2018
Januar Februar März April Mai Juni Juli August September Oktober November Dezember
Nr. Gruppe Maschine Zuständig Partner 39% Status KW 40 KW 41 KW 42 KW 43 KW 44 KW 45 KW 46 KW 47 KW 48 KW 49 KW 50 KW 51 KW 01 KW 02 KW 03 KW 04 KW 05 KW 06 KW 07 KW 08 KW 09 KW 10 KW 11 KW 12 KW 13 KW 14 KW 15 KW 48 KW 49 KW 50 KW 51 KW 01 KW 02 KW 03 KW 04 KW 05 KW 06 KW 07 KW 08 KW 0
Datumsstempel: Standard: Schraube mit Ausbau ohne Werkzeugzerlegung,
Standard an Formenbauer MAU Carlo gggg gg gg gg gg gg gg
2
Flächendeckende Umsetzung
Waschbretter: Zeichnung für 3D Modell und Standard festgelegt und MAU Intern gggg gg gg gg gg gg gg
flächendeckend umgesetzt 3
Indexstift für Planetenträger: Materialfestlegung machen, Standard gggg gg gg gg gg
flächendeckend umgesetzt MAU Intern 2
Dichtungen für Heiz-/-kühlkreislauf standardisiert und fehlerfrei MAU Intern 3 gggg gg gg gg gg gg gg gg gg
Anschlüsse für Heiz-/Kühlkreislauf, Hydraulik, Elektro, Vakuum, … ist HOE Intern gggg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg
flächendeckend umgesetzt 2
MAU Intern gggg gg gg gg gg gg gg gg gg
Temperaturüberwachung auf allen laufenden Formen definiert und umgesetzt 1
Materialpaarungen für Auswerfer, Führungen standardisiert gggg gg gg gg gg gg gg gg gg gg
Das Auswerfersystem ist konstruktiv standardisiert HOE Carlo 1
Materialien in Druckgussform und Standzwerkzeug am Stand der Technik: erprobt Arge
und eingeführt
Heizkühlsystem ist berechnet und für Vorheizung (>150°) sowie Kühlung (>180°) Arge gggg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg
1 Werkzeugtechnologie ausgelegt 0
Die Entformung ist geplant und Entformungskräfte sind berechnet; Entformung ist
konstruktiv standardisiert: gggg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg
Entformungsschrägen, Schrumpfung, Kühlung, Auswerferposition, Arge 2
Auswerferflächen
Planung und Berechnung der Formentlüftung mit Überläufen und Vakuum
Berechnung und geometrische Gestaltung des Gießsystem (mit Gießlauf) nach
Stand der Technik: Einen erprobten Standard flächendeckend umgesetzt
Stressmodul Simulation: Verzug, Lebensdauer, Schrumpfungskräfte Arge gggg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg
0
Stanztechnologie ist Inhalt der Werkzeugauslegung Prexl gggg gg gg gg gg gg gg gg gg gg gg gg
2
Planung der Maßhaltigkeit der Druckgussteile: Festlegen des Standardablaufs
Planung des Porositätsanteils im Druckgussteil: Festlegen des Standardabalufs
Ersatzteilmanagement: Sämtliche Zeichnungen von Ersatzteilen im ToolVisu Intern gggg gg gg gg gg gg gg gg gg gg gg
gepflegt und aktuell 2
Überarbeitung der Konstruktionsrichtlinie mit einem Formenbauer als
Entwicklungslieferant
5455 Schaltgabel 1+2 Gang MAU Intern 2 gggg gg gg gg gg
5489 Schaltgabel 1+2 Gang MAU Intern gggg gg gg gg gg
2
5484 Schaltgabel 3+4 Gang MAU Intern gggg gg gg gg gg
2
5490 Schaltgabel 3+4 Gang MAU Intern gggg gg gg gg gg
2
5483 Schaltgabel RW Gang MAU Intern gggg gg gg gg gg
2
5482 Schaltgabel 5+6 Gang MAU Intern 2 gggg gg gg gg gg
2 Optimierungen 5491 Schaltgabel 5+RW Gang MAU Intern 2 gggg gg gg gg gg
Lenkgehäuse
Planetenträger: Überspritzen, Gießkolbenverschleiß MAU Intern gggg gg gg gg gg
2
Siehe Verlustteile
……
Neuen Bosch Projekte MAU Intern gggg gg gg gg gg
2
Gießtechnische Berechnungen aller Gießparameter: Einen erprobten Standard HOE Arge gggg gg gg gg gg
flächendeckend umgesetzt 1
Festlegung des Umschaltpunkt als Standard: Einen erprobten Standard
HOE Arge gggg gg gg gg gg
flächendeckend umgesetzt 1
HOE Arge 2 gggg gg gg gg gg gg gg gg gg gg gg gg gg
3 Prozessplanung
Vorgaben für die Erreichung der Formstandzeit: erprobter Standard definiert und HOE Arge gggg gg gg gg gg
eingeführt 0
Prozess für Werkzeuglebenslauf mit Änderungsmanagement erstellt und wirksam
ESC Intern gggg gg gg gg gg gg gg gg gg gg gg gg gg gg gg
eingeführt 0
gggg gg gg gg gg gg gg gg gg
3
Externes Mustern umgesetzt: bei interner Bemusterung maximal 1 MAU Formbauer gggg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg
Korrekturschleife bei Neuwerkzeugen, keine bei Folgewerkzeugen 1
Ein etablierter Formenbauer für Technologieprojekte: Technologieprojekt mit MAU Formbauer gggg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg gg
Formenbauer durchgeführt 0
4 Werkzeugbeschaffung Qualitätssicherung in der Werkzeugbeschaffung etabliert ESC Arge 2 gggg gg gg gg gg gg gg gg gg gg gg gg gg
Lieferantenmonitoring etabliert ESC Intern gggg gg gg gg gg gg gg gg gg gg gg gg gg
0
SCR mit mindestens einem Formenbauer umgesetzt: Alle technischen Details
durchgesprochen
Ersteller: Bereichsleiter mit GF Seite 24