
Page 30 - Autoheinen muss sich verändern_Neat
P. 30
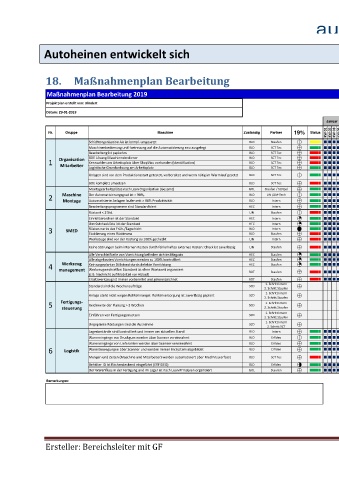
Autoheinen entwickelt sich
18. Maßnahmenplan Bearbeitung
Maßnahmenplan Bearbeitung 2019
Projektplan erstellt von: Blindert
Datum: 29-01-2019
Januar Februar März April Mai Juni Juli August September Oktober November Dezember
Nr. Gruppe Maschine Zuständig Partner 19% Status KW 01 KW 02 KW 03 KW 04 KW 05 KW 06 KW 07 KW 08 KW 09 KW 10 KW 11 KW 12 KW 13 KW 14 KW 15 KW 16 KW 17 KW 18 KW 19 KW 20 KW 21 KW 22 KW 23 KW 24 KW 25 KW 26 KW 27 KW 28 KW 29 KW 30 KW 31 KW 32 KW 33 KW 34 KW
Schichtorganisation AA ist kompl. umgesetzt BLD Staufen gggg g g g g g g g g g g g g g g g g g g g g AA steht, Projekt startet mit Firma Staufen
0
Maschinenbedienung und -betreuung auf die Automatisierung neu ausgelegt BLD SCT Tec gggg g g g g g g g g g g g g g g g g g g g g
0
Bearbeitung ist papierlos BLD SCT Tec gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
0 gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
BDE Lösung Maschinenbediener
BLD
SCT Tec
1 Organisation Kennzahlen am Arbeitsplatz über ShopVisu vorhanden (Identifikation) BLD SCT Tec 0 gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g Vorbereitung laufen, Implementierung mit ShopVisu
Mitarbeiter
0
Logistische Grundordnung am Arbeitsplatz BLD SCT Tec gggg g g g g g g g g g g g g g g g g g g g g g g g g
0
Anlagen sind vor dem Produktionsstart getestet, vorbereitet und wenn nötig im Warmlauf gesetzt BLD SCT Tec gggg g g g g g g g g g g g g g g g g
0
BDE komplett umsetzen BLD SCT Tec gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
0
Montagearbeitsplätze nach Lean Organisation (Gesamt) GOL Staufen / Stötzel gggg g g g g g g g g g g g g g g g g g g g g g g g g g
0
2 Maschine Der Automatisierungsgrad ist > 90%, BLD LIN /AM-Tech 0 gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
Intern
BLD
Automatisierte Anlagen laufen mit > 90% Produktivität
Montage
0 gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
Bearbeitungsprogramme sind Standardisiert HEC Intern gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
0
Rüstzeit < 2 Std. LIN Staufen gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
0
Einrichterordner ist der Standard HEC Intern gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
1
Umrüstcheckliste ist der Standard HEC Intern gggg g g g g g g g g g g g g g g g g g g g g g g g g
1
3 SMED Rüsten nur in der Früh-/Tagschicht BLD Intern 4 gggg g g g g g g g g g
Etablierung eines Rüstteams BLD Staufen gggg g g g g g g g g g g g g g g g g g g g g g g g g
0
Werkzeuge sind vor der Rüstung zu 100% gecheckt LIN Intern gggg g g g g g g g g g g g g g g g g g g g g g g g g
0
Keine Störungen beim internen Rüsten durch fehlerhaftes externes Rüsten: Check ist zuverlässig LIN Staufen gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
0
Alle Verschleißteile von Vorrichtung befinden sich im Magazin HEC Staufen gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
1
Alle abgebauten Vorrichtungen werden zu 100% kontrolliert HEC Staufen gggg g g g g g g g g g g g g g g g g g g g g
1
Werkzeug
4 Kein ungeplanter Stillstand durch defekte Vorrichtung HEC Staufen 1 gggg g g g g g g g g g g g g g g g g g g g g
management Werkzeugwechsel bei Standzeit ist ohne Wartezeit organisiert ROT Staufen gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
(z.B. Nachricht auf Mobilteil vor Ablauf) 0
Ersatzwerkzeug ist immer vorbereitet und gekennzeichnet ROT Staufen gggg g g g g g g g g g g g g g g g g g g g g
0
1. Schritt Intern
Standard sind die Wochenaufträge SCD g g g g g g
2. Schritt Staufen 0
1. Schritt Intern Hängt eng zusammen mit Planung Gießerei
Anlage steht nicht wegen Rohteilmangel: Rohteilversorgung ist zuverlässig geplant SCD g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
2. Schritt Staufen 0 1. Schritt: externe
5 Fertigungs- Reichweite der Planung > 3 Wochen SCD 2. Schritt Staufen 0 g g g g g g g g g g g g g g g g g g g g g 1. Schritt: Dauerläufer (z.B.: automatisiert)
1. Schritt Intern
2. Schritt: hohe Anzahl der Varianten
steuerung
1. Schritt Intern 1. Schritt: Dauerläufer (z.B.: automatisiert)
Einführen von Fertigungsmustern SCD g g g g g g g g g g g g g g g g g g g g g
2. Schritt Staufen 0 2. Schritt: hohe Anzahl der Varianten
1. Schritt Intern
Ungeplante Rüstungen sind die Ausnahme SCD g g g g g g g g g g g g g g g g g g g g g
2. Schritt SCT 0
Lagerbestände sind kontrolliert und immer am aktuellen Stand BLD Intern gggg g g g g g g g g g g g g g g g g g g g g g g
0
Wareneingänge aus Druckguss werden über Scanner vereinnahmt BLD Erfideo gggg g g g g g g g g g g g g g g g g g g g g g g
0
Wareneingänge von Lieferanten werden über Scanner vereinnahmt BLD Erfideo gggg g g g g g g g g g g g g g g g g g g g g g g
0
6 Logistik Warenbewegungen über Scanner und werden immer im System abgebildet BLD Erfideo 0 gggg g g g g g g g g g g g g g g g g g g g g g g
Mengen und Zeiten (Maschine und Mitarbeiter) werden automatisiert über MechVisu erfasst BLD SCT Tec gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
0
Behälter ID ist flächendeckend eingeführt (ERFIDEO) BLD Erfideo gggg g g g g g g g g g g g g g g g g g g g g g g
2
Der Warenfluss in der Fertigung und im Lager ist nach Lean Prinzipien organisiert GOL Staufen gggg g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g g
0
Bemerkungen:
Ersteller: Bereichsleiter mit GF Seite 25