
Page 248 - Icon Ridge Presents ORION
P. 248
Modular milling tools \ Technical introduction – modular milling
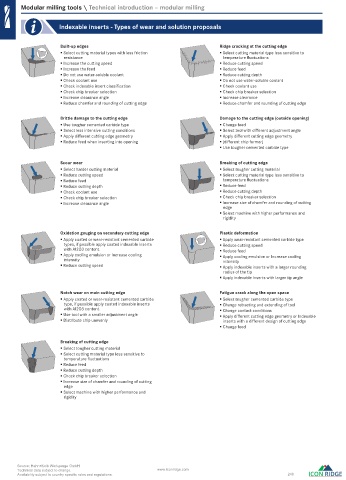
Indexable inserts - Types of wear and solution proposals
Built-up edges Ridge cracking at the cutting edge
Select cutting material types with less friction Select cutting material type less sensitive to
resistance temperature fl uctuations
Increase the cutting speed Reduce cutting speed
Increase the feed Reduce feed
Do not use water-soluble coolant Reduce cutting depth
Check coolant use Do not use water-soluble coolant
Check indexable insert classifi cation Check coolant use
Check chip breaker selection Check chip breaker selection
Increase clearance angle Increase clearance
Reduce chamfer and rounding of cutting edge Reduce chamfer and rounding of cutting edge
Brittle damage to the cutting edge Damage to the cutting edge (outside opening)
Use tougher cemented carbide type Change feed
Select less intensive cutting conditions Select tool with diff erent adjustment angle
Apply different cutting edge geometry Apply different cutting edge geometry
Reduce feed when inserting into opening (different chip former)
Use tougher cemented carbide type
Scour wear Breaking of cutting edge
Select harder cutting material Select tougher cutting material
Reduce cutting speed Select cutting material type less sensitive to
Reduce feed temperature fl uctuations
Reduce cutting depth Reduce feed
Check coolant use Reduce cutting depth
Check chip breaker selection Check chip breaker selection
Increase clearance angle Increase size of chamfer and rounding of cutting
edge
Select machine with higher performance and
rigidity
Oxidation gouging on secondary cutting edge Plastic deformation
Apply coated or wear-resistant cemented carbide Apply wear-resistant cemented carbide type
types, if possible apply coated indexable inserts Reduce cutting speed
with AI2O3 content. Reduce feed
Apply cooling emulsion or Increase cooling Apply cooling emulsion or Increase cooling
intensity intensity
Reduce cutting speed Apply indexable inserts with a larger rounding
radius of the tip
Apply indexable inserts with larger tip angle
Notch wear on main cutting edge Fatigue crack along the open space
Apply coated or wear-resistant cemented carbide Select tougher cemented carbide type
type, if possible apply coated indexable inserts Change retracting and extending of tool
with AI2O3 content. Change contact conditions
Use tool with a smaller adjustment angle Apply different cutting edge geometry or Indexable
Distribute chip unevenly inserts with a different design of cutting edge
Change feed
Breaking of cutting edge
Select tougher cutting material
Select cutting material type less sensitive to
temperature fl uctuations
Reduce feed
Reduce cutting depth
Check chip breaker selection
Increase size of chamfer and rounding of cutting
edge
Select machine with higher performance and
rigidity
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 248
0478_EN_2018_KERN[21847503]-f.indd 478 12/17/2018 3:32:46 PM