
Page 294 - Icon Ridge Presents ORION
P. 294
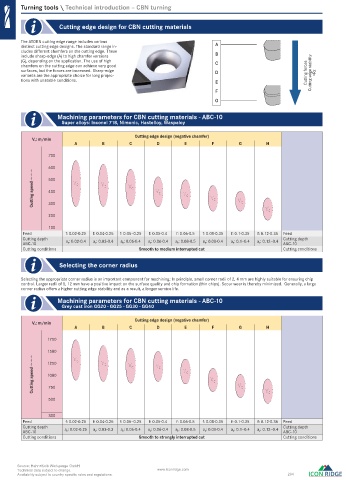
Turning tools \ Technical introduction – CBN turning
Cutting edge design for CBN cutting materials
The ATORN cutting edge range includes various
distinct cutting edge designs. The standard range in- A
cludes different chamfers on the cutting edge. These
include sharp-edge (A) to high chamfer versions B
(G), depending on the application. The use of high
chamfers on the cutting edge can achieve very good C
surfaces, but the forces are increased. Sharp-edge D
variants are the appropriate choice for long projec- Cutting forces Cutting edge stability <Rz
tions with unstable conditions. E
F
G
Machining parameters for CBN cutting materials - ABC-10
Super alloys: Inconel 718, Nimonic, Hastelloy, Waspaloy
Cutting edge design (negative chamfer)
V c: m/min
A B C D E F G H
700
600
Cutting speed → → → 500 V c V c V c V c V c V
400
c
V
c
300
V c
200
100
Feed f: 0.02-0.25 f: 0.04-0.25 f: 0.05–0.25 f: 0.05-0.4 f: 0.06-0.5 f: 0.08-0.35 f: 0.1-0.35 f: 0.12-0.35 Feed
Cutting depth a p: 0.02-0.4 a p: 0.03-0.4 a p: 0.06-0.4 a p: 0.06-0.4 a p: 0.08-0.5 a p: 0.08-0.4 a p: 0.1–0.4 a p: 0.12–0.4 Cutting depth
ABC-10 ABC-10
Cutting conditions Smooth to medium interrupted cut Cutting conditions
Selecting the corner radius
Selecting the appropriate corner radius is an important component for machining: In principle, small corner radii of 2, 4 mm are highly suitable for ensuring chip
control. Larger radii of 8, 12 mm have a positive impact on the surface quality and chip formation (thin chips). Scour wear is thereby minimized. Generally, a large
corner radius offers a higher cutting edge stability and as a result, a longer service life.
Machining parameters for CBN cutting materials - ABC-10
Grey cast iron GG20 - GG25 - GG30 - GG40
Cutting edge design (negative chamfer)
V c: m/min
A B C D E F G H
1750
1500 V c V
Cutting speed → → → 1000 c V c V c V c V c V c
1250
750
500 V c
300
Feed f: 0.02-0.25 f: 0.04-0.25 f: 0.05–0.25 f: 0.05-0.4 f: 0.06-0.5 f: 0.08-0.35 f: 0.1-0.35 f: 0.12-0.35 Feed
Cutting depth a p: 0.02-0.25 a p: 0.03-0.3 a p: 0.06-0.4 a p: 0.06-0.4 a p: 0.08-0.5 a p: 0.08-0.4 a p: 0.1–0.4 a p: 0.12–0.4 Cutting depth
ABC-10 ABC-10
Cutting conditions Smooth to strongly interrupted cut Cutting conditions
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 294
0576_EN_2018_KERN[21847876]-l.indd 576 12/17/2018 3:33:08 PM