
Page 11 - Станочный парк
P. 11
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
ПЕРСПЕКТИВНЫЙ ки до необходимой глубины, затем применяют также могут вызвать серьёзные проблемы
обыкновенную струйную обработку для очист- при последующем нанесении покрытия на
СПОСОБ ки поверхности от абразива, выравнивания детали и инструмент.
поверхности, уменьшения шероховатости, т.
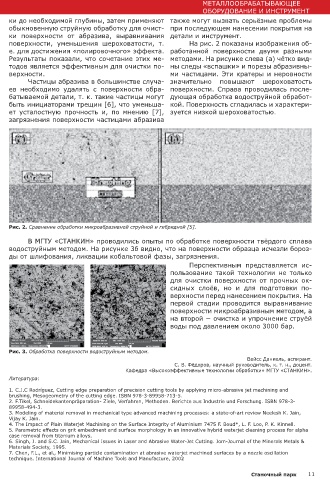
На рис. 2 показаны изображения об-
ПРЕДВАРИТЕЛЬНОЙ е. для достижения «полировочного» эффекта. работанной поверхности двумя разными
Результаты показали, что сочетание этих ме- методами. На рисунке слева (а) чётко вид-
ОБРАБОТКИ тодов является эффективным для очистки по- ны следы «вспашки» и порезы абразивны-
ми частицами. Эти кратеры и неровности
верхности.
ТВЁРДОГО СПЛАВА ев необходимо удалять с поверхности обра- поверхности. Справа проводилась после-
Частицы абразива в большинстве случа- значительно повышают шероховатость
ПЕРЕД НАНЕСЕНИЕМ батываемой детали, т. к. такие частицы могут дующая обработка водоструйной обработ-
быть инициаторами трещин [6], что уменьша- кой. Поверхность сгладилась и характери-
ПОКРЫТИЯ В процессе создания режущих инстру- ет усталостную прочность и, по мнению [7], зуется низкой шероховатостью.
ментов важную роль играет подготовка по- загрязнения поверхности частицами абразива
верхности инструмента перед нанесением по-
крытия с целью повышения его долговечности
и износостойкости. Процесс подготовки влияет на микротопографию, целостность и чи-
стоту поверхности инструментального материала, что в свою очередь влияет на адгезию
и прочность покрытия с поверхностью. Среди способов подобного воздействия хорошо
известны такие, как микроабразивная и водоструйная.
Микроабразивная обработка снимает материал посредством взаимодействия струи
воздуха или воды, содержащей абразив, с поверхностью обрабатываемого материала.
Микроабразивная струя образуется пропусканием потока газа или воздуха, содержащего
частицы абразива (порошок Al2O3 или SiO2) размером от 10 до 50 мкм, через отверстие
− сопло диаметром 0,4-1,2 мм – под давлением до 6 бар. Результирующая скорость транс-
портируемых частиц составляет от 150 до 300 м/с [1].
На рис. 1 схематически по- Рис. 2. Сравнение обработки микроабразивной струйной и гибридной [5].
казана установка для микроабра-
зивной струйной обработки. Если В МГТУ «СТАНКИН» проводились опыты по обработке поверхности твёрдого сплава
абразивный в качестве среды, транспортиру-
воздушный фильтр питатель водоструйным методом. На рисунке 3б видно, что на поверхности образца исчезли бороз-
ющей частицы абразива, исполь- ды от шлифования, ликвации кобальтовой фазы, загрязнения.
предохранительный
клапан зуется вода, то процесс называ- Перспективным представляется ис-
ется «влажная микроабразивная
компрессор смесительная обработка». пользование такой технологии не только
камера для очистки поверхности от прочных ок-
Технология водоструйной
открывающий сидных слоёв, но и для подготовки по-
сливной манометр обработки материалов под высо-
клапан верхности перед нанесением покрытия. На
регулятор давления высокоскоростной воздух + ким давлением жидкости явля- первой стадии проводится выравнивание
ется крайне гибким и разносто-
абразив поверхности микроабразивным методом, а
ронним методом обработки. Она
сопло нашла применение в различных на второй − очистка и упрочнение струёй
абразивные и изнаши- воды под давлением около 3000 бар.
ваемые частицы сферах промышленности в таких
расстояние отступления процессах, как очистка, удале-
ние поверхностного дефектного а б
заготовки Рис. 3. Обработка поверхности водоструйным методом.
слоя, резка, водоструйное упроч-
Вайсс Даниель, аспирант.
нение, процессы модификации С. В. Фёдоров, научный руководитель, к. т. н., доцент.
Рис. 1. Основная схема микроабразивной струйной обработки [3]. поверхности материала. Кафедра «Высокоэффективные технологии обработки» МГТУ «СТАНКИН».
Водоструйное упрочнение – Литература:
это процесс механического упрочнения поверхности посредством воздействия высокоско-
ростных капель воды, которые вызывают локальную пластическую деформацию. В резуль- 1. C.J.C Rodríguez, Cutting edge preparation of precision cutting tools by applying micro-abrasive jet machining and
тате в поверхностном слое возникают значительные остаточные сжимающие напряжения, brushing, Mesogeometry of the cutting edge. ISBN 978-3-89958-713-5.
2. F.Tikel, Schneidekantenpräparation- Ziele, Verfahren, Methoden. Berichte aus Industrie und Forschung. ISBN 978-3-
которые способствуют увеличению твёрдости поверхности и усталостной долговечности. 89958-494-3.
Также к преимуществам этого метода относятся: отсутствие загрязнения поверхности по- 3. Modeling of material removal in mechanical type advanced machining processes: a state-of-art review Neelesh K. Jain,
сле обработки и отсутствие теплового воздействия [4]. Vijay K. Jain.
4. The Impact of Plain Waterjet Machining on the Surface Integrity of Aluminium 7475 F. Boud*, L. F. Loo, P. K. Kinnell.
Гибридный метод представляет собой сочетание микроабразивной струйной обра- 5. Parametric effects on grit embedment and surface morphology in an innovative hybrid waterjet cleaning process for alpha
ботки и обыкновенной водоструйной обработки. В работе [5] этот метод предлагается case removal from titanium alloys.
как инновационный метод удаления оксидной плёнки с поверхности титановых сплавов. 6. Singh, J. and S.C. Jain, Mechanical Issues in Laser and Abrasive Water-Jet Cutting. Jom-Journal of the Minerals Metals &
Materials Society, 1995.
Сначала используется метод микроабразивной струйной обработки для удаления плён- 7. Chen, F.L., et al., Minimising particle contamination at abrasive waterjet machined surfaces by a nozzle oscillation
technique. International Journal of Machine Tools and Manufacture, 2002
10 Станочный парк Станочный парк 11