
Page 27 - Rubix Werkzeugkatalog 2019-21
P. 27
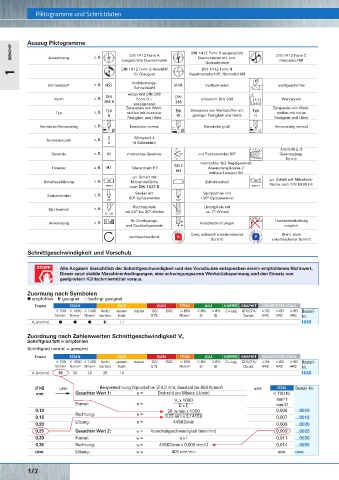
Piktogramme und Schnittdaten
Auszug Piktogramme Oberflächenveredelung Oberflächenveredelung
Werkzeuge aus Schnellarbeitsstahl oder Hartmetall werden aufgrund ihrer all-
DIN 1412 Form B ausgespitzte gemein guten Grundeigenschaften ohne zusätzliche Oberflächenbehandlung,
Ausspitzung z. B. DIN 1412 Form A Querschneide mit korr. DIN 1412 Form C
ausgespitzte Querschneide Kreuzanschliff d. h. in blanker Ausführung, geliefert. Für spezielle Einsatzfälle empfiehlt es
Querschneide sich jedoch, das Werkzeug für diverse Anforderungen durch Oberflächenvere-
DIN 1412 Form N
1 DIN 1412 Form D Anschliff Kegelmantel schliff, Normalschliff delungs-Verfahren zu optimieren, um folgende Ziele zu erreichen:
für Grauguss
– Verlängerung der Standzeit
– Verringerte Schnittkraft
Schneidstoff z. B. HSS Hochleistungs- VHM Vollhartmetall profilgeschliffen – Höhere Schnitt- und
Schnellstahl Vorschubgeschwindigkeiten
DIN entspricht DIN 208 DIN
Norm z. B. Form B – entspricht DIN 338 Werksnorm
208-B 338
spiralgenutet
Typ Zerspanen von Werk- Typ Zerspanen von Werkstoffen mit Typ Zerspanen von Werk-
Typ z. B. stoffen mit normaler stoffen mit hoher Titannitrid-Beschichtung TiN
N W geringer Festigkeit und Härte H
Festigkeit und Härte Festigkeit und Härte Titannitrid ist eine goldfarbene Verschleißschutz-
schicht, die mittels PVD-Verfahren (PVD = Physikalische
Kerndicke/Kernanstieg z. B. Kerndicke normal Kerndicke groß Kernanstieg normal Abscheidung im Vakuum) aufgebracht wird. Höhere
Härte kombiniert mit einem niedrigeren Reibwert
erzielt eine deutlich erhöhte Standzeit sowie eine ver-
Zähnezahl 4
Schneidenzahl z. B. Z besserte Zerspanungsleistung. Die TiN-Beschichtung
4 (4 Schneiden) wird überwiegend bei Spiralbohrern und Gewinde-
2–3 Anschnitt 2–3 bohrern eingesetzt.
Gewinde z. B. M metrisches Gewinde 60° mit Flankenwinkel 60° Gewindegänge, Titancarbonitrid-Beschichtung TICN
C Form C
metrisches ISO-Regelgewinde Titancarbonitrid ist eine per PVD-Verfahren aufgebrach-
ISO 2 te Verschleißschutzschicht, welche härter als TiN ist
Toleranz z. B. H7 Toleranzfeld H7 Anwendungsklasse 2
6H und einen niedrigeren Reibungskoeffizienten aufweist.
mittlere Toleranz 6H Die Leistung von Werkzeugen wird durch Härte,
zyl. Schaft mit zyl. Schaft mit Mitnahme- Zähigkeit in Verbindung mit verbesserter Verschleiß-
Schaftausführung z. B. DIN Mitnahmefläche Zylinderschaft DIN festigkeit erhöht.
1835-B nach DIN 1835 B 6535-HE fläche nach DIN 6535 HE Die TiCN-Beschichtung wird vorrangig bei NC-Anboh-
rern, Gewindebohrern und Schaftfräsern eingesetzt.
Senker mit Spiralbohrer mit
Spitzenwinkel z. B. Titanaluminiumnitrid-Beschichtung TiAlN
90° 90°-Spitzenwinkel 130° 130°-Spitzenwinkel
Titanaluminiumnitrid ist eine Mehrlagen-Verschleiß-
Rechtsspirale Linksspirale mit schutzschicht, die mithilfe des PVD-Verfahrens auf-
Spiralwinkel z. B. mit 25°-bis 30°-Winkel ca. 7°-Winkel
25–30° ca. 7° gebracht wird. Die hieraus resultierende hohe Zähig-
Sonderseite keit sowie Oxidations stabilität kennzeichnen diese
Anwendung z. B. für Durchgangs- Vorschubrichtungen Trockenbearbeitung Beschichtung als ideal für höhere Geschwindigkeiten
und Vorschübe bei verlängerten Standzeiten der
≤ 3xd und Sacklochgewinde möglich
Werkzeuge.
rechtsschneidend Guss, schwach unterbrochener Stahl, stark Die TiAlN-Beschichtung wird schwerpunktmäßig im
Schnitt unterbrochener Schnitt Bereich des Bohrens und Fräsens eingesetzt, wobei
TiAlN auch bei Trockenbearbeitung empfohlen wird.
Aluminiumtitannitrid-Beschichtung AlTiN
Schnittgeschwindigkeit und Vorschub Aluminiumtitannitrid hat im Vergleich zu Titanalumini-
umnitrid einen höheren Al-Anteil. Dieser sorgt für eine
noch höhere Oxidationsbeständigkeit und verfügt über
Alle Angaben hinsichtlich der Schnittgeschwindigkeit und des Vorschubes entsprechen einem empfohlenen Richtwert. eine größere Schichthärte. Die AlTiN-Beschichtung
Dieser setzt stabile Maschinenbedingungen, eine schwingungsarme Werkstückspannung und den Einsatz von wird ebenfalls im Bereich des Bohrens und Fräsens
eingesetzt, die Trockenbearbeitung wird empfohlen.
geeignetem Kühlschmiermittel voraus.
Zirkonnitrid-Beschichtung ZrN
Zirkonnitrid ist für die Bearbeitung von nichteisen-
Zuornung nach Symbolen haltigen Materialien und besonders für Aluminium-
C empfohlen U geeignet V bedingt geeignet Legierungen geeignet. Diese Beschichtung neigt nicht
zum Kaltverschweißen von Aluminium. Verbunden
Einsatz STAHL INOX GUSS TITAN ALU KUPFER GRAPHIT GEHÄRTETER STAHL mit hoher Schichthärte und Oxidationsbeständigkeit
< 700 < 1000 < 1400 ferrit./ austeni- duplex GG/ GGG > 850 < 8% > 8% Cu-Leg. GFK/CFK/ < 55 < 60 > 60 Bestell- ergeben sich Vorteile in der Standzeiterhöhung sowie
N/mm 2 N/mm 2 N/mm 2 martens. tisch GTS N/mm 2 Si Si Duropl. HRC HRC HRC Nr. effektiveren Vorschub- und Schnitt geschwindigkeiten.
V C [m/tmin] C C C U V 1040
Zuordnung nach Zahlenwerten Schnittgeschwindigkeit V c
Schriftgrad fett = empfohlen
Schriftgrad normal = geeignet Oberflächenveredelungs-Verfahren im Vergleich
Einsatz STAHL INOX GUSS TITAN ALU KUPFER GRAPHIT GEHÄRTETER STAHL Oberflächen- Farbe Beschichtungsstruktur Dicke Härte Reibungskoeffizient Anwendungs-
< 700 < 1000 < 1400 ferrit./ austeni- duplex GG/ GGG > 850 < 8% > 8% Cu-Leg. GFK/CFK/ < 55 < 60 > 60 Bestell- veredelung µm HV gegen Stahl temperatur
N/mm 2 N/mm 2 N/mm 2 martens. tisch GTS N/mm 2 Si Si Duropl. HRC HRC HRC Nr. TiN goldgelb einlagig 1 – 4 2300 0,50 max. 600°
V C [m/tmin] 35 35 25 25 19 1040 TICN hellbraun mehrlagig 1 – 4 3000 0,40 max. 400°
TiAlN AlTiN violett mehrlagig 3 3200 0,55 max. 750°
Fire rot mehrlagig 2 – 6 3300 0,60 max. 850°
∅ h8 usw. Beispielrechnung (Spiralbohrer ∅ 4,0 mm; Baustahl bis 850 N/mm ) 2 usw. STAHL Bestell-Nr. dampf. grau Oberflächenbehandlung max. 5 400 – max. 550°
mm Gesuchter Wert 1: n = Drehzahl pro Minute (U/min) < 700 N/ nitriert grausilber Oberflächenbehandlung 20 1300 – max. 550°
2
V c x 1000
__________ mm f Signum bronzenrot mehrlagig 1 – 5 5500 0,55 max. 800°
Formel: n = D x ∏ mm/U
0,10 __________________ 0,006 …0010 Sirius ® blassgold mehrlagig 1 – 5 3400 0,40 max. 800°
35 m/min x 1000
0,1– 3
mehrlagig
hellgold
0,50
max. 900°
3400
ZrN
0,15 Rechnung: n = 0,25 mm x 3,14159 0,007 …0015 TiAlN-S blau mehrlagig 0,5– 4 4500 0,45 max. 1200°
0,20 Lösung: n = 44563/min 0,009 …0020 Diamant schwarz – 0,5– 2 5000 0,15 max. 350°
0,25 Gesuchter Wert 2: v f = Vorschubgeschwindigkeit (mm/min) 0,009 …0025 LOTUS dunkelgrau mehrlagig 2 – 6 3300 0,15–0,20 max. 900°
0,30 Formel: v f = n x f 0,011 …0030 SUPRA violett-schwarz mehrlagig 1 – 4 3200 0,60 max. 800°
1 – 4
mehrlagig
max. 750°
0,55
3200
violett-schwarz
+
AlTiN
0,35 Rechnung: v f = 44563/min x 0,009 mm/U 0,014 …0035 CUPRIC blassgold-kupferschimmernd mehrlagig 1 – 5 3400 0,40 max. 800°
usw. Lösung: v f = 401 mm/min usw. usw. DUO hellgold mehrlagig 1 – 3 3400 0,50 max. 900°
+
1/2
Premium_WZ_WG01_T1_000-020__2019-02-22.indd 2 19.03.19 08:47