
Page 319 - Full paper สอฉ.3-62
P. 319
เครื่องควบคุมหัวกรออีแปะเริ่มต้นจากการศึกษาข้อมูลและ จากรูปที่ 10 ขั้นตอนการท างานในบล็อคไดอะแกรม
ทฤษฎีที่เกี่ยวข้อง จากนั้นก็ออกแบบและสร้างเครื่องควบคุมหัว 1) ไมโครคอนโทรลเลอร์ (PLC) [2] หรือโปรแกรมเมเบิล
กรออีแปะเสร็จแล้วทดสอบการท างานถ้าไม่ผ่านปรับปรุง ลอจิกคอนโทรลเลอร์ (PLC) ซึ่งในการทดลองนี้จะใช้บอร์ด
แก้ไขถ้าผ่านแล้วท าการบันทึกผลการด าเนิน ทดลองเขียนโปรแกรมสั่งงานด้วยแลดเดอร์ไดอะแกรม
โปรแกรมนี้จะจัดเป็นภาษาสัญลักษณ์ด้วยคุณสมบัติการใช้งาน
LED
ที่ง่ายมาก
46.5 cm.
2) สวิตซ์ ใช้ส าหรับกดเพื่อสั่งการให้ PLC ท างาน
45 cm.
3) สวิตซ์ค าสั่งเลือกเบอร์ด้าย จะต่อสายเข้ากับ PLC เพื่อใช้
ในการเลือกขนาดของเส้นด้ายแต่ละเบอร์
88 cm.
4) สวิตซ์ค าสั่งเลือกขนาดของอีแปะ ใช้เพื่อเลือกขนาดของ
แผ่นอีแปะแต่ละขนาด
100 cm. 5) บอร์ดคอนโทรลมอเตอร์ เมื่อได้รับค าสั่งจาก PLC แล้ว
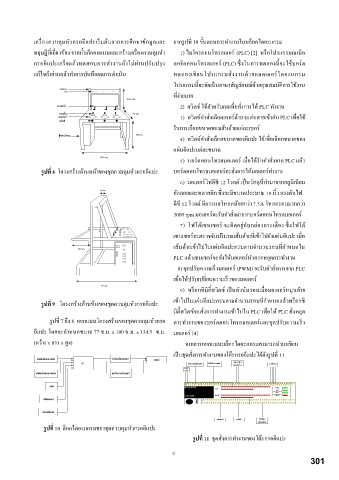
รูปที่ 8 โครงสร้างด้านหน้าของชุดควบคุมหัวกรออีแปะ บอร์ดคอนโทรลมอเตอร์จะสั่งการให้มอเตอร์ท างาน
6) มอเตอร์ไฟดีซี 12 โวลต์ เป็นวัสดุที่ท ามาจากอลูมิเนียม
อัลลอยและพลาสติก ซึ่งจะมีขนาดประมาณ 10 นิ้ว แรงดันไฟ
10 cm.
ดีซี 12 โวลต์ มีกระแสโหลดน้อยกว่า 7.5A โหลดรอบมากกว่า
3000 rpm มอเตอร์จะรับค าสั่งมาจากบอร์ดคอนโทรลมอเตอร์
7) โฟโต้เซนเซอร์ จะติดอยู่กับกล่องกระเดื่อง ซึ่งโฟโต้
เซนเซอร์จะตรวจจับปริมาณเส้นด้ายที่เข้าไปยังแผ่นอีแปะ เมื่อ
เส้นด้ายเข้าไปในแผ่นอีแปะครบตามจ านวนรอบที่ก าหนดใน
20 cm.
PLC แล้วเซนเซอร์จะสั่งให้มอเตอร์หัวกรอหยุดการท างาน
8) ชุดปรับความเร็วมอเตอร์ (PWM) จะรับค าสั่งการจาก PLC
เพื่อให้ปรับเปลี่ยนความเร็วของมอเตอร์
77 cm. 9) พร็อกซิมิตี้สวิตซ์ เป็นตัวนับรอบเมื่อมอเตอร์หมุนด้าย
รูปที่ 9 โครงสร้างด้านข้างของชุดควบคุมหัวกรออีแปะ เข้าไปในแผ่นอีแปะครบตามจ านวนรอบที่ก าหนดแล้วพร็อกซิ
มิตี้สวิตซ์จะสั่งการท างานเข้าไปใน PLC เพื่อให้ PLC สั่งหยุด
รูปที่ 7 ถึง 8 ออกแบบโครงสร้างของชุดควบคุมหัวกรอ การท างานของบอร์ดคอนโทรลมอเตอร์และชุดปรับความเร็ว
อีแปะ โดยจะก าหนดขนาด 77 ซ.ม. x 100 ซ.ม. x 134.5 ซ.ม. มอเตอร์ [4]
(กว้าง x ยาว x สูง) จากการออกแบบบล็อกไดอะแกรมสามารถน ามาเขียน
เป็นชุดสั่งการท างานของโต๊ะกรออีแปะได้ดังรูปที่ 11
PLC
VAC
220
MITSUBISHI
IN POWER
RUN
BATT
FX3u-80M OUT ERROR
RUN
STOP
speed
Step
รูปที่ 10 ล็อกไดอะแกรมของชุดควบคุมหัวกรออีแปะ
รูปที่ 11 ชุดสั่งการท างานของโต๊ะกรออีแปะ
4
301