
Page 39 - Industrial Tools Catalog (1)
P. 39
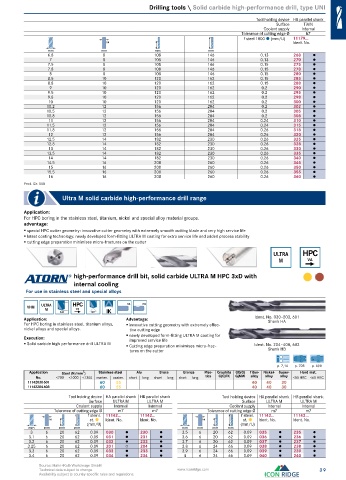
Drilling tools \ Solid carbide high-performance drill, type UNI
Tool holding device HB parallel shank
Surface TiAlN
Coolant supply Internal
Tolerance of cutting edge Ø h7
f steel 1000 (mm/U) 11179...
h6 Ident. No.
mm mm mm mm
6.8 8 108 146 0.13 268 ●
7 8 108 146 0.13 270 ●
7.5 8 108 146 0.15 275 ●
7.8 8 108 146 0.15 278 ●
8 8 108 146 0.15 280 ●
8.5 10 120 162 0.15 285 ●
8.8 10 120 162 0.15 288 ●
9 10 120 162 0.2 290 ●
9.5 10 120 162 0.2 295 ●
9.8 10 120 162 0.2 298 ●
10 10 120 162 0.2 300 ●
10.2 12 156 204 0.2 302 ●
10.5 12 156 204 0.2 305 ●
10.8 12 156 204 0.2 308 ●
11 12 156 204 0.24 310 ●
11.5 12 156 204 0.24 315 ●
11.8 12 156 204 0.26 318 ●
12 12 156 204 0.26 320 ●
12.5 14 182 230 0.26 325 ●
12.8 14 182 230 0.26 328 ●
13 14 182 230 0.26 330 ●
13.5 14 182 230 0.26 335 ●
14 14 182 230 0.26 340 ●
14.5 16 208 260 0.26 345 ●
15 16 208 260 0.26 350 ●
15.5 16 208 260 0.26 355 ●
16 16 208 260 0.26 360 ●
Prod. Gr. 140
Ultra M solid carbide high-performance drill range
Application:
For HPC boring in the stainless steel, titanium, nickel and special alloy material groups.
advantage:
special HPC cutter geometry: innovative cutter geometry with extremely smooth cutting blade and very high service life
latest coating technology: newly developed form-fitting ULTRA M coating for extra service life and added process stability
cutting edge preparation minimises micro-fractures on the cutter
ULTRA HPC
M VA
high-performance drill bit, solid carbide ULTRA M HPC 3xD with
internal cooling
For use in stainless steel and special alloys
VHM ULTRA HPC HA HB
M VA IK
3xD 140°
Application: Advantage: Ident. No. 030–203, 601
Shank HA
For HPC boring in stainless steel, titanium alloys, innovative cutting geometry with extremely effec-
nickel alloys and special alloys. tive cutting edge
Execution: newly developed form-fitting ULTRA M coating for
improved service life
Solid carbide high-performance drill ULTRA M Cutting edge preparation minimises micro-frac- Ident. No. 204–400, 602
tures on the cutter Shank HB
p. 7,14 p. 705 p. 698
Application Steel (N/mm ) Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
2
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11142030-601 60 55 40 40 30
11142204-603 60 55 40 40 30
Tool holding device HA parallel shank HB parallel shank Tool holding device HA parallel shank HB parallel shank
Surface ULTRA M ULTRA M Surface ULTRA M ULTRA M
Coolant supply Internal Internal Coolant supply Internal Internal
Tolerance of cutting edge Ø m7 m7 Tolerance of cutting edge Ø m7 m7
f steinl. 11142... 11142... f steinl. 11142... 11142...
h6 st. Ident. No. Ident. No. h6 st. Ident. No. Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
3 6 20 62 0.09 030 ● 230 ● 3.5 6 20 62 0.09 035 ● 235 ●
3.1 6 20 62 0.09 031 ● 231 ● 3.6 6 20 62 0.09 036 ● 236 ●
3.2 6 20 62 0.09 032 ● 232 ● 3.7 6 20 62 0.09 037 ● 237 ●
3.25 6 20 62 0.09 201 ○ 204 ● 3.8 6 24 66 0.09 038 ● 238 ●
3.3 6 20 62 0.09 033 ● 233 ● 3.9 6 24 66 0.09 039 ● 239 ●
3.4 6 20 62 0.09 034 ● 234 ● 4 6 24 66 0.09 040 ● 240 ●
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com 39
Availability subject to country specific rules and regulations.