
Page 42 - Industrial Tools Catalog (1)
P. 42
Drilling tools \ Solid carbide high-performance deep-hole drill type UNI
process description, deep hole drilling
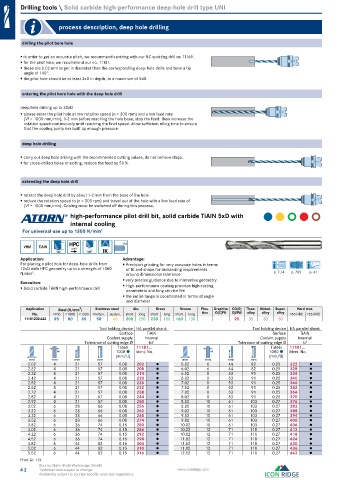
drilling the pilot bore hole
in order to get an accurate pitch, we recommend centring with our NC spotting drill no 11169.
for the pilot hole, we recommend our no. 11181.
these are 0.02 mm larger in diameter than the corresponding deep-hole drills and have a tip
angle of 140°.
the pilot hole should be at least 3xD in depth, to a maximum of 5xD.
entering the pilot bore hole with the deep hole drill
deep hole drilling up to 30xD
please enter the pilot hole at low rotation speed (n = 300 rpm) and a low feed rate
(Vf = 1000 mm/min), 1-2 mm before reaching the hole base, stop the feed. then increase the
rotation speed continuously until reaching the final speed. allow sufficient idling time to ensure
that the cooling pump has built up enough pressure.
deep hole drilling
carry out deep hole drilling with the recommended cutting values, do not remove chips.
for cross-drilled holes or exiting, reduce the feed by 50 %.
extending the deep hole drill
retract the deep hole drill by about 1-2 mm from the base of the hole
reduce the rotation speed to (n = 300 rpm) and travel out of the hole with a low feed rate of
(Vf = 1000 mm/min). Cooling must be switched off during this process.
high-performance pilot drill bit, solid carbide TiAlN 5xD with
internal cooling
For universal use up to 1300 N/mm 2
HPC HA
VHM TiAlN
UNI
5xD 140° IK
Application: Advantage:
For placing a pilot hole for deep-hole drills from Precision grinding for very accurate holes in terms
12xD with HPC geometry up to a strength of 1300 of fit and shape for demanding requirements
N/mm . 2 around dimensional tolerance p. 7,14 p. 705 p. 41
Execution: very precise guidance due to innovative geometry
Solid carbide TiAlN high-performance drill High-performance coating provides high cutting
parameters and long service life
the entire range is coordinated in terms of angle
and diameter
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11181202-442 95 80 65 50 40 200 250 230 180 160 130 95 35 30 30
Tool holding device HA parallel shank Tool holding device HA parallel shank
Surface TiAlN Surface TiAlN
Coolant supply Internal Coolant supply Internal
Tolerance of cutting edge Ø h7 Tolerance of cutting edge Ø h7
f steel 11181... f steel 11181...
h6 1000 Ident. No. h6 1000 Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
2.02 4 21 57 0.08 202 ● 5.82 6 44 82 0.25 322 ●
2.22 4 21 57 0.08 208 ● 6.02 6 44 82 0.25 328 ●
2.32 4 21 57 0.08 214 ● 6.52 8 53 91 0.25 334 ●
2.42 4 21 57 0.08 220 ● 6.82 8 53 91 0.25 340 ●
2.52 4 21 57 0.08 226 ● 7.02 8 53 91 0.25 346 ●
2.62 4 21 57 0.08 232 ● 7.52 8 53 91 0.25 352 ●
2.72 4 21 57 0.08 238 ● 7.82 8 53 91 0.25 364 ●
2.82 4 21 57 0.08 244 ● 8.02 8 53 91 0.25 370 ●
2.92 4 21 57 0.08 250 ● 8.52 10 61 103 0.27 376 ●
3.02 6 28 66 0.08 256 ● 8.82 10 61 103 0.27 382 ●
3.22 6 28 66 0.08 262 ● 9.02 10 61 103 0.27 388 ●
3.32 6 28 66 0.08 268 ● 9.52 10 61 103 0.27 394 ●
3.52 6 28 66 0.08 274 ● 9.82 10 61 103 0.27 400 ●
3.82 6 36 74 0.15 280 ● 10.02 10 61 103 0.27 406 ●
4.02 6 36 74 0.15 286 ● 10.22 12 71 118 0.27 412 ●
4.22 6 36 74 0.15 292 ● 10.82 12 71 118 0.27 418 ●
4.52 6 36 74 0.15 298 ● 11.02 12 71 118 0.27 424 ●
4.82 6 44 82 0.15 304 ● 11.52 12 71 118 0.27 430 ●
5.02 6 44 82 0.15 310 ● 11.82 12 71 118 0.27 436 ●
5.52 6 44 82 0.15 316 ● 12.02 12 71 118 0.27 442 ●
Prod. Gr. 113
Source: Hahn+Kolb Werkzeuge GmbH
42 Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations.