
Page 40 - Industrial Tools Catalog (1)
P. 40
Drilling tools \ Solid carbide high-performance drill, type VA
Tool holding device HA parallel shank HB parallel shank Tool holding device HA parallel shank HB parallel shank
Surface ULTRA M ULTRA M Surface ULTRA M ULTRA M
Coolant supply Internal Internal Coolant supply Internal Internal
Tolerance of cutting edge Ø m7 m7 Tolerance of cutting edge Ø m7 m7
f steinl. 11142... 11142... f steinl. 11142... 11142...
h6 st. Ident. No. Ident. No. h6 st. Ident. No. Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
4.1 6 24 66 0.09 041 ● 241 ● 9 10 47 89 0.13 090 ● 290 ●
4.2 6 24 66 0.09 042 ● 242 ● 9.1 10 47 89 0.13 091 ● 291 ●
4.3 6 24 66 0.09 043 ● 243 ● 9.2 10 47 89 0.14 092 ● 292 ●
4.4 6 24 66 0.09 044 ● 244 ● 9.25 10 47 89 0.1 601 ● 602 ●
4.5 6 24 66 0.09 045 ● 245 ● 9.3 10 47 89 0.14 093 ● 293 ●
4.6 6 24 66 0.09 046 ● 246 ● 9.4 10 47 89 0.14 094 ● 294 ●
4.65 6 24 66 0.09 202 ● 205 ● 9.5 10 47 89 0.14 095 ● 295 ●
4.7 6 28 66 0.09 047 ● 247 ● 9.6 10 47 89 0.14 096 ● 296 ●
4.8 6 28 66 0.09 048 ● 248 ● 9.7 10 47 89 0.14 097 ● 297 ●
4.9 6 28 66 0.09 049 ● 249 ● 9.8 10 47 89 0.14 098 ● 298 ●
5 6 28 66 0.09 050 ● 250 ● 9.9 10 47 89 0.14 099 ● 299 ●
5.1 6 28 66 0.09 051 ● 251 ● 10 10 47 89 0.15 100 ● 300 ●
5.2 6 28 66 0.09 052 ● 252 ● 10.1 12 55 102 0.15 101 ● 301 ●
5.3 6 28 66 0.09 053 ● 253 ● 10.2 12 55 102 0.15 102 ● 302 ●
5.4 6 28 66 0.09 054 ● 254 ● 10.3 12 55 102 0.15 103 ● 303 ●
5.5 6 28 66 0.1 055 ● 255 ● 10.4 12 55 102 0.15 104 ● 304 ●
5.55 6 28 66 0.1 203 ● 206 ● 10.5 12 55 102 0.15 105 ● 305 ●
5.6 6 28 66 0.1 056 ● 256 ● 10.6 12 55 102 0.15 106 ● 306 ●
5.7 6 28 66 0.1 057 ● 257 ● 10.7 12 55 102 0.15 107 ● 307 ●
5.8 6 28 66 0.1 058 ● 258 ● 10.8 12 55 102 0.16 108 ● 308 ●
5.9 6 28 66 0.1 059 ● 259 ● 10.9 12 55 102 0.16 109 ● 309 ●
6 6 28 66 0.1 060 ● 260 ● 11 12 55 102 0.16 110 ● 310 ●
6.1 8 34 79 0.1 061 ● 261 ● 11.1 12 55 102 0.16 111 ● 311 ●
6.2 8 34 79 0.1 062 ● 262 ● 11.2 12 55 102 0.16 112 ● 312 ●
6.3 8 34 79 0.1 063 ● 263 ● 11.3 12 55 102 0.16 113 ● 313 ●
6.4 8 34 79 0.1 064 ● 264 ● 11.4 12 55 102 0.16 114 ● 314 ●
6.5 8 34 79 0.11 065 ● 265 ● 11.5 12 55 102 0.16 115 ● 315 ●
6.6 8 34 79 0.11 066 ● 266 ● 11.6 12 55 102 0.17 116 ● 316 ●
6.7 8 34 79 0.11 067 ● 267 ● 11.7 12 55 102 0.17 117 ● 317 ●
6.8 8 34 79 0.11 068 ● 268 ● 11.8 12 55 102 0.17 118 ● 318 ●
6.9 8 34 79 0.11 069 ● 269 ● 11.9 12 55 102 0.17 119 ● 319 ●
7 8 34 79 0.11 070 ● 270 ● 12 12 55 102 0.17 120 ● 320 ●
7.1 8 41 79 0.11 071 ● 271 ● 12.5 14 60 107 0.17 125 ● 325 ●
7.2 8 41 79 0.11 072 ● 272 ● 12.7 14 60 107 0.18 127 ● 327 ●
7.3 8 41 79 0.11 073 ● 273 ● 13 14 60 107 0.18 130 ● 330 ●
7.4 8 41 79 0.11 074 ● 274 ● 13.5 14 60 107 0.18 135 ● 335 ●
7.5 8 41 79 0.12 075 ● 275 ● 14 14 60 107 0.19 140 ● 340 ●
7.6 8 41 79 0.12 076 ● 276 ● 14.5 16 65 115 0.19 145 ● 345 ●
7.7 8 41 79 0.12 077 ● 277 ● 15 16 65 115 0.19 150 ● 350 ●
7.8 8 41 79 0.12 078 ● 278 ● 15.5 16 65 115 0.2 155 ● 355 ●
7.9 8 41 79 0.12 079 ● 279 ● 16 16 65 115 0.2 160 ● 360 ●
8 8 41 79 0.12 080 ● 280 ● 16.5 18 73 123 0.21 165 ● 365 ●
8.1 10 47 89 0.12 081 ● 281 ● 16.9 18 73 123 0.22 169 ● 369 ●
8.2 10 47 89 0.12 082 ● 282 ● 17 18 73 123 0.23 170 ● 370 ●
8.3 10 47 89 0.12 083 ● 283 ● 17.5 18 73 123 0.24 175 ● 375 ●
8.4 10 47 89 0.13 084 ● 284 ● 18 18 73 123 0.25 180 ● 380 ●
8.5 10 47 89 0.13 085 ● 285 ● 18.5 20 79 131 0.26 185 ● 385 ●
8.6 10 47 89 0.13 086 ● 286 ● 18.9 20 79 131 0.27 189 ● 389 ●
8.7 10 47 89 0.13 087 ● 287 ● 19 20 79 131 0.28 190 ● 390 ●
8.8 10 47 89 0.13 088 ● 288 ● 19.5 20 79 131 0.29 195 ○ 395 ●
8.9 10 47 89 0.13 089 ● 289 ● 20 20 79 131 0.3 200 ● 400 ●
Prod. Gr. 113
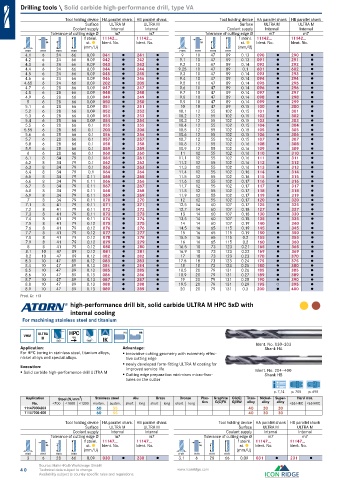
high-performance drill bit, solid carbide ULTRA M HPC 5xD with
internal cooling
For machining stainless steel and titanium
VHM ULTRA HPC HA HB
M VA IK
5xD 140°
Application: Advantage: Ident. No. 030–203
Shank HA
For HPC boring in stainless steel, titanium alloys, innovative cutting geometry with extremely effec-
nickel alloys and special alloys. tive cutting edge
Execution: newly developed form-fitting ULTRA M coating for
improved service life
Solid carbide high-performance drill ULTRA M Cutting edge preparation minimises micro-frac- Ident. No. 204–400
Shank HB
tures on the cutter
p. 7,14 p. 705 p. 698
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11147030-203 60 55 40 30 30
11147204-400 60 55 40 30 30
Tool holding device HA parallel shank HB parallel shank Tool holding device HA parallel shank HB parallel shank
Surface ULTRA M ULTRA M Surface ULTRA M ULTRA M
Coolant supply Internal Internal Coolant supply Internal Internal
Tolerance of cutting edge Ø m7 m7 Tolerance of cutting edge Ø m7 m7
f steinl. 11147... 11147... f steinl. 11147... 11147...
h6 st. Ident. No. Ident. No. h6 st. Ident. No. Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
3 6 28 66 0.09 030 ● 230 ● 3.1 6 28 66 0.09 031 ● 231 ●
Source: Hahn+Kolb Werkzeuge GmbH
40 Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations.