
Page 46 - Industrial Tools Catalog (1)
P. 46
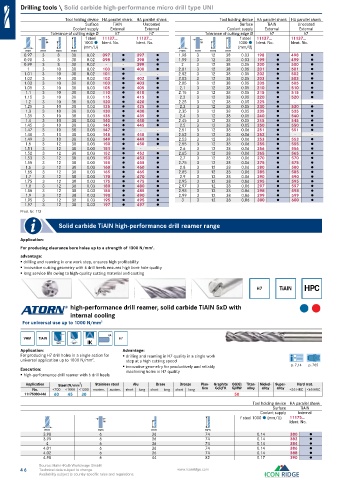
Drilling tools \ Solid carbide high-performance micro drill type UNI
Tool holding device HA parallel shank HA parallel shank Tool holding device HA parallel shank HA parallel shank
Surface TiAlN Uncoated Surface TiAlN Uncoated
Coolant supply External External Coolant supply External External
Tolerance of cutting edge Ø h7 h7 Tolerance of cutting edge Ø h7 h7
f steel 11137... 11137... f steel 11137... 11137...
h6 1000 Ident. No. Ident. No. h6 1000 Ident. No. Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
0.97 3 8 38 0.02 097 ● 397 ● 1.98 3 12 38 0.03 198 ● 498 ●
0.98 3 8 38 0.02 098 ● 398 ● 1.99 3 12 38 0.03 199 ● 499 ●
0.99 3 8 38 0.02 - - 399 ● 2 3 12 38 0.05 200 ● 500 ●
1 3 10 38 0.02 100 ● 400 ● 2.01 3 12 38 0.05 201 ● 501 ●
1.01 3 10 38 0.02 101 ● - - 2.02 3 12 38 0.05 202 ● 502 ●
1.02 3 10 38 0.03 102 ● 402 ● 2.03 3 12 38 0.05 203 ● 503 ●
1.03 3 10 38 0.03 103 ● 403 ● 2.05 3 12 38 0.05 205 ● 505 ●
1.05 3 10 38 0.03 105 ● 405 ● 2.1 3 12 38 0.05 210 ● 510 ●
1.1 3 10 38 0.03 110 ● 410 ● 2.15 3 12 38 0.05 215 ● 515 ●
1.15 3 10 38 0.03 115 ● 415 ● 2.2 3 12 38 0.05 220 ● 520 ●
1.2 3 10 38 0.03 120 ● 420 ● 2.25 3 12 38 0.05 225 ● - -
1.25 3 10 38 0.03 125 ● 425 ● 2.3 3 12 38 0.05 230 ● 530 ●
1.3 3 10 38 0.03 130 ● 430 ● 2.35 3 12 38 0.05 235 ● 535 ●
1.35 3 10 38 0.03 135 ● 435 ● 2.4 3 12 38 0.05 240 ● 540 ●
1.4 3 10 38 0.03 140 ● 440 ● 2.45 3 12 38 0.05 245 ● 545 ●
1.45 3 10 38 0.03 145 ● 445 ● 2.5 3 12 38 0.05 250 ● 550 ●
1.47 3 10 38 0.03 147 ● - - 2.51 3 12 38 0.06 251 ● 551 ●
1.48 3 10 38 0.03 148 ● 448 ● 2.52 3 12 38 0.06 252 ● - -
1.49 3 10 38 0.03 149 ● 449 ● 2.53 3 12 38 0.06 253 ● 553 ●
1.5 3 12 38 0.03 150 ● 450 ● 2.55 3 12 38 0.06 255 ● 555 ●
1.51 3 12 38 0.03 151 ● - - 2.6 3 12 38 0.06 256 ● 556 ●
1.52 3 12 38 0.03 152 ● 452 ● 2.65 3 12 38 0.06 265 ● 565 ●
1.53 3 12 38 0.03 153 ● 453 ● 2.7 3 12 38 0.06 270 ● 570 ●
1.55 3 12 38 0.03 155 ● 455 ● 2.75 3 12 38 0.06 275 ● 575 ●
1.6 3 12 38 0.03 160 ● 460 ● 2.8 3 12 38 0.06 280 ● 580 ●
1.65 3 12 38 0.03 165 ● 465 ● 2.85 3 12 38 0.06 285 ● 585 ●
1.7 3 12 38 0.03 170 ● 470 ● 2.9 3 12 38 0.06 290 ● 590 ●
1.75 3 12 38 0.03 175 ● 475 ● 2.95 3 12 38 0.06 295 ● 595 ●
1.8 3 12 38 0.03 180 ● 480 ● 2.97 3 12 38 0.06 297 ● 597 ●
1.85 3 12 38 0.03 185 ● 485 ● 2.98 3 12 38 0.06 298 ● 598 ●
1.9 3 12 38 0.03 190 ● 490 ● 2.99 3 12 38 0.06 299 ● 599 ●
1.95 3 12 38 0.03 195 ● 495 ● 3 3 12 38 0.06 300 ● 600 ●
1.97 3 12 38 0.03 197 ● 497 ●
Prod. Gr. 113
Solid carbide TiAlN high-performance drill reamer range
Application:
For producing clearance bore holes up to a strength of 1300 N/mm . 2
advantage:
drilling and reaming in one work step, ensures high profitability
innovative cutting geometry with 6 drill heels ensures high bore hole quality
long service life owing to high-quality cutting material and coating
H7 TiAlN HPC
high-performance drill reamer, solid carbide TiAlN 5xD with
internal cooling
For universal use up to 1000 N/mm 2
HA
VHM TiAlN H7
5xD 140° IK
Application: Advantage:
For producing H7 drill holes in a single action for drilling and reaming in H7 quality in a single work
universal application up to 1000 N/mm . 2 step at a high cutting speed
Execution: innovative geometry for productively and reliably p. 7,14 p. 705
machining holes in H7 quality
high-performance drill reamer with 6 drill heels
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11175380-446 60 45 30 50
Tool holding device HA parallel shank
Surface TiAlN
Coolant supply Internal
f steel 1000 (mm/U) 11175...
h6 Ident. No.
mm mm mm mm
3.98 6 36 74 0.14 380 ●
3.99 6 36 74 0.14 382 ●
4 6 36 74 0.14 384 ●
4.01 6 36 74 0.14 386 ●
4.02 6 36 74 0.14 388 ●
4.98 6 44 82 0.17 390 ●
Source: Hahn+Kolb Werkzeuge GmbH
46 Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations.