
Page 24 - Icon Ridge Presents ATORN
P. 24
Drilling tools \ Solid carbide high-performance drill, type UNI
Tool holding device HA parallel shank HB parallel shank Tool holding device HA parallel shank HB parallel shank
Surface TiAlN plus TiAlN plus Surface TiAlN plus TiAlN plus
Coolant supply External External Coolant supply External External
Tolerance of cutting edge Ø h7 h7 Tolerance of cutting edge Ø h7 h7
f steel 11104... 11104... f steel 11104... 11104...
h6 1000 Ident. No. Ident. No. h6 1000 Ident. No. Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
5.4 6 28 66 0.10 054 ● 254 ● 9.8 10 47 89 0.15 098 ● 298 ●
5.5 6 28 66 0.10 055 ● 255 ● 9.9 10 47 89 0.15 099 ● 299 ●
5.55 6 28 66 0.10 203 ● 206 ● 10.0 10 47 89 0.15 100 ● 300 ●
5.6 6 28 66 0.10 056 ● 256 ● 10.1 12 55 102 0.15 101 ● 301 ●
5.65 6 28 66 0.10 207 ● - - 10.2 12 55 102 0.15 102 ● 302 ●
5.7 6 28 66 0.10 057 ● 257 ● 10.3 12 55 102 0.15 103 ● 303 ●
5.8 6 28 66 0.10 058 ● 258 ● 10.4 12 55 102 0.15 104 ● 304 ●
5.9 6 28 66 0.10 059 ● 259 ● 10.5 12 55 102 0.15 105 ● 305 ●
6.0 6 28 66 0.15 060 ● 260 ● 10.6 12 55 102 0.15 106 ● 306 ●
6.1 8 34 79 0.15 061 ● 261 ● 10.7 12 55 102 0.15 107 ● 307 ●
6.2 8 34 79 0.15 062 ● 262 ● 10.8 12 55 102 0.15 108 ● 308 ●
6.3 8 34 79 0.15 063 ● 263 ● 10.9 12 55 102 0.15 109 ● 309 ●
6.4 8 34 79 0.15 064 ● 264 ● 11.0 12 55 102 0.15 110 ● 310 ●
6.5 8 34 79 0.15 065 ● 265 ● 11.1 12 55 102 0.15 111 ● 311 ●
6.6 8 34 79 0.15 066 ● 266 ● 11.2 12 55 102 0.15 112 ● 312 ●
6.7 8 34 79 0.15 067 ● 267 ● 11.3 12 55 102 0.15 113 ● 313 ●
6.8 8 34 79 0.15 068 ● 268 ● 11.4 12 55 102 0.15 114 ● 314 ●
6.9 8 34 79 0.15 069 ● 269 ● 11.5 12 55 102 0.15 115 ● 315 ●
7.0 8 34 79 0.15 070 ● 270 ● 11.6 12 55 102 0.15 116 ● 316 ●
7.1 8 41 79 0.15 071 ● 271 ● 11.7 12 55 102 0.15 117 ● 317 ●
7.2 8 41 79 0.15 072 ● 272 ● 11.8 12 55 102 0.15 118 ● 318 ●
7.3 8 41 79 0.15 073 ● 273 ● 11.9 12 55 102 0.15 119 ● 319 ●
7.4 8 41 79 0.15 074 ● 274 ● 12.0 12 55 102 0.15 120 ● 320 ●
7.5 8 41 79 0.15 075 ● 275 ● 12.2 14 60 107 0.20 - - 322 ●
7.55 8 41 79 0.15 209 ● - - 12.5 14 60 107 0.20 125 ● 325 ●
7.6 8 41 79 0.15 076 ● 276 ● 12.8 14 60 107 0.20 128 ● 328 ●
7.65 8 41 79 0.15 211 ● - - 13.0 14 60 107 0.20 130 ● 330 ●
7.7 8 41 79 0.15 077 ● 277 ● 13.1 14 60 107 0.20 - - 331 ●
7.8 8 41 79 0.15 078 ● 278 ● 13.5 14 60 107 0.20 135 ● 335 ●
7.9 8 41 79 0.15 079 ● 279 ● 13.8 14 60 107 0.20 138 ● 338 ●
8.0 8 41 79 0.15 080 ● 280 ● 14.0 14 60 107 0.20 140 ● 340 ●
8.1 10 47 89 0.15 081 ● 281 ● 14.2 16 65 115 0.20 142 ● 342 ●
8.2 10 47 89 0.15 082 ● 282 ● 14.5 16 65 115 0.20 145 ● 345 ●
8.3 10 47 89 0.15 083 ● 283 ● 14.8 16 65 115 0.20 148 ● 348 ●
8.4 10 47 89 0.15 084 ● 284 ● 15.0 16 65 115 0.20 150 ● 350 ●
8.5 10 47 89 0.15 085 ● 285 ● 15.1 16 65 115 0.20 151 ● 351 ●
8.6 10 47 89 0.15 086 ● 286 ● 15.2 16 65 115 0.20 - - 352 ●
8.7 10 47 89 0.15 087 ● 287 ● 15.5 16 65 115 0.20 155 ● 355 ●
8.8 10 47 89 0.15 088 ● 288 ● 15.8 16 65 115 0.20 158 ● 358 ●
8.9 10 47 89 0.15 089 ● 289 ● 16.0 16 65 115 0.28 160 ● 360 ●
9.0 10 47 89 0.15 090 ● 290 ● 16.5 18 73 123 0.28 165 ● 365 ●
9.1 10 47 89 0.15 091 ● 291 ● 17.0 18 73 123 0.28 170 ● 370 ●
9.2 10 47 89 0.15 092 ● 292 ● 17.5 18 73 123 0.28 175 ● 375 ●
9.3 10 47 89 0.15 093 ● 293 ● 18.0 18 73 123 0.28 180 ● 380 ●
9.4 10 47 89 0.15 094 ● 294 ● 18.5 20 79 131 0.28 185 ● 385 ●
9.5 10 47 89 0.15 095 ● 295 ● 19.0 20 79 131 0.28 190 ● 390 ●
9.6 10 47 89 0.15 096 ● 296 ● 19.5 20 79 131 0.28 195 ● 395 ●
9.7 10 47 89 0.15 097 ● 297 ● 20.0 20 79 131 0.30 200 ● 400 ●
Prod. Gr. 1AB
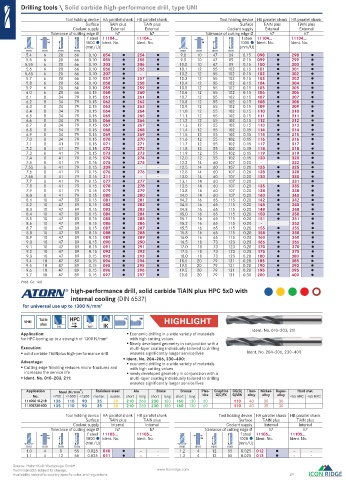
high-performance drill, solid carbide TiAlN plus HPC 5xD with
internal cooling ( DIN 6537 )
for universal use up to 1300 N/mm 2
VHM TiAlN HPC HA HB
plus UNI IK
5xD 140°
Application: Economic drilling in a wide variety of materials Ident. No. 010–203, 211
for HPC boring up to a strength of 1300 N/mm 2 with high cutting values
Newly developed geometry in conjunction with a
Execution: multi-layer coating individually tailored to drilling
solid carbide TiAlNplus high-performance drill ensures signifi cantly longer service lives Ident. No. 204–206, 230–400
Advantage: Ident. No. 204–206, 230–400:
economic drilling in a wide variety of materials
Cutting edge fi nishing reduces micro-fractures and with high cutting values
increases the service life newly developed geometry in conjunction with a
Ident. No. 010–203, 211: multi-layer coating individually tailored to drilling
ensures signifi cantly longer service lives
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
11105010-218 135 110 90 35 30 210 260 230 180 160 130 60 110 40 35 30
11105230-400 135 110 90 35 30 210 260 230 180 160 130 60 110 40 35 30
Tool holding device HA parallel shank HB parallel shank Tool holding device HA parallel shank HB parallel shank
Surface TiAlN plus TiAlN plus Surface TiAlN plus TiAlN plus
Coolant supply Internal Internal Coolant supply Internal Internal
Tolerance of cutting edge Ø h7 h7 Tolerance of cutting edge Ø h7 h7
f steel 11105... 11105... f steel 11105... 11105...
h6 1000 Ident. No. Ident. No. h6 1000 Ident. No. Ident. No.
(mm/U) (mm/U)
mm mm mm mm mm mm mm mm
1.0 4 8 55 0.025 010 ● - - 1.2 4 12 55 0.025 012 ● - -
1.1 4 12 55 0.025 011 ● - - 1.3 4 12 55 0.025 013 ● - -
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 24
0022_EN_2018_KERN[21841676]-j.indd 24 12/17/2018 3:31:13 PM