
Page 288 - Icon Ridge Presents ATORN
P. 288
Milling tools monoblock \ Technical introduction – monobloc milling
high-performance coatings for milling tools
coatings act as an insulation, they form a protective layer between the workpiece and the milling tool. they protect the cemented carbide against e. g. heat or abra-
sive wear. the hard layer increases the surface hardness of the tool, for example, and signifi cantly reduces the friction coeffi cient compared to uncoated cemented
carbide. other properties may be:
higher heat resistance
higher cutting speeds and feed rates
higher capability for dry machining
longer service life
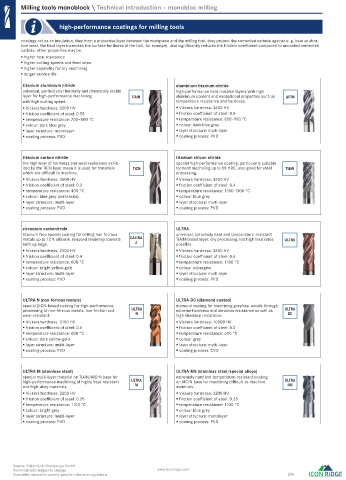
titanium aluminium nitride aluminium titanium nitride
universal, particularly thermally and chemically stable high-performance hard material layers with high
layer for high-performance machining TiAlN aluminium content and exceptional properties such as AlTiN
with high cutting speed. temperature resistance and hardness.
Vickers hardness: 3200 HV Vickers hardness: 3600 HV
friction coeffi cient of steel: 0.55 friction coeffi cient of steel: 0.5
temperature resistance: 700–800 °C temperature resistance: 850–950 °C
colour: dark blue grey colour: dark blue grey
layer structure: monolayer layer structure: multi-layer
coating process: PVD coating process: PVD
titanium carbon nitride titanium silicon nitride
the high level of hardness and wear resistance exhib- special high-performance coating, particularly suitable
ited by the TiCN layer mean it is used for materials TiCN for hard machining up to 68 HRC. also good for steel TiSiN
which are diffi cult to machine. processing.
Vickers hardness: 3500 HV Vickers hardness: 3800 HV
friction coeffi cient of steel: 0.2 friction coeffi cient of steel: 0.4
temperature resistance: 400 °C temperature resistance: 1100-1300 °C
colour: blue grey (anthracite) colour: blue grey
layer structure: multi-layer layer structure: multi-layer
coating process: PVD coating process: PVD
zirconium carbonitride ULTRA
titanium-free special coating for milling non-ferrous universal, extremely hard and temperature-resistant
metals up to 12 % silicone. reduced tendency towards CALIDA TiAlN-based layer. dry processing and high feed rates ULTRA
built-up edge. Z possible.
Vickers hardness: 2500 HV Vickers hardness: 3800 HV
friction coeffi cient of steel: 0.4 friction coeffi cient of steel: 0.6
temperature resistance: 600 °C temperature resistance: 1100 °C
colour: bright yellow-gold colour: aubergine
layer structure: multi-layer layer structure: multi-layer
coating process: PVD coating process: PVD
ULTRA N (non-ferrous metals) ULTRA-DC (diamond coated)
special ZrCN-based coating for high-performance diamond coating for machining graphite. excels through
processing of non-ferrous metals. low-friction and ULTRA extreme hardness and abrasion resistance as well as ULTRA
wear-resistant. N high chemical resistance. DC
Vickers hardness: 3100 HV Vickers hardness: 10000 HV
friction coeffi cient of steel: 0.5 friction coeffi cient of steel: 0.2
temperature resistance: 600 °C temperature resistance: 600 °C
colour: dark yellow-gold colour: grey
layer structure: multi-layer layer structure: multi-layer
coating process: PVD coating process: CVD
ULTRA-M (stainless steel) ULTRA-MS (stainless steel/special alloys)
special multi-layer material on TiAlN/AlCrN base for extremely hard and temperature-resistant coating
high-performance machining of highly heat-resistant ULTRA on AlCrN base for machining diffi cult-to-machine ULTRA
and high-alloy materials. M materials. MS
Vickers hardness: 3200 HV Vickers hardness: 3200 HV
friction coeffi cient of steel: 0.35 friction coeffi cient of steel: 0.35
temperature resistance: 1100 °C temperature resistance: 1100 °C
colour: bright grey colour: blue grey
layer structure: multi-layer layer structure: monolayer
coating process: PVD coating process: PVD
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 288
0340_EN_2018_KERN[21847562]-g.indd 340 12/17/2018 3:32:26 PM