
Page 289 - Icon Ridge Presents ATORN
P. 289
Milling tools monoblock \ Technical introduction – monobloc milling
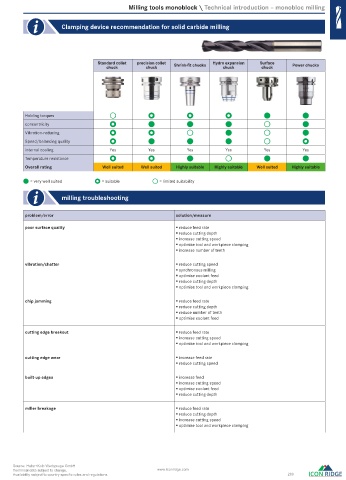
Clamping device recommendation for solid carbide milling
Standard collet precision collet Shrink-fi t chucks Hydro expansion Surface Power chucks
chuck chuck chuck chuck
Holding torques
concentricity
Vibration-reducing
Speed/balancing quality
internal cooling Yes Yes Yes Yes Yes Yes
Temperature resistance
Overall rating Well suited Well suited Highly suitable Highly suitable Well suited Highly suitable
= very well suited = suitable = limited suitability
milling troubleshooting
problem/error solution/measure
poor surface quality reduce feed rate
reduce cutting depth
increase cutting speed
optimise tool and workpiece clamping
increase number of teeth
vibration/chatter reduce cutting speed
synchronous milling
optimise coolant feed
reduce cutting depth
optimise tool and workpiece clamping
chip jamming reduce feed rate
reduce cutting depth
reduce number of teeth
optimise coolant feed
cutting edge breakout reduce feed rate
increase cutting speed
optimise tool and workpiece clamping
cutting edge wear increase feed rate
reduce cutting speed
built-up edges increase feed
increase cutting speed
optimise coolant feed
reduce cutting depth
miller breakage reduce feed rate
reduce cutting depth
increase cutting speed
optimise tool and workpiece clamping
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 289
0340_EN_2018_KERN[21847562]-g.indd 341 12/17/2018 3:32:29 PM