
Page 326 - Icon Ridge Presents ATORN
P. 326
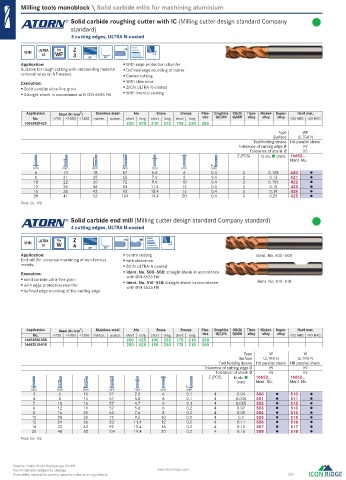
Milling tools monoblock \ Solid carbide mills for machining aluminium
Solid carbide roughing cutter with IC ( Milling cutter design standard Company
standard )
3 cutting edges, ULTRA N-coated
ULTRA Typ Z HA
VHM WF
N 3 45°
Application: With edge protection chamfer
Suitable for rough cutting with outstanding material Defi ned edge rounding of cutter
removal rates on NF metals. Centre cutting
Execution: With clearance
Solid carbide ultra-fi ne grain ZrCN ULTRA N-coated
Straight shank in accordance with DIN 6535 HA With internal cooling
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
16652420-425 220 470 210 275 195 230 385
Type WF
Surface ULTRA N
Tool holding device HA parallel shank
Tolerance of cutting edge Ø h9
Tolerance of shank Ø h5
Z (PCS) fz alu (mm) 16652...
Ident. No.
mm mm mm mm mm mm mm
6 13 18 57 5.6 6 0.4 3 0.108 420
8 21 25 63 7.6 8 0.4 3 0.13 421
10 22 30 72 9.6 10 0.4 3 0.155 422
12 26 36 83 11.4 12 0.4 3 0.18 423
16 36 42 92 15.4 16 0.4 3 0.19 424
20 41 52 104 19.4 20 0.4 3 0.25 425
Prod. Gr. 152
Solid carbide end mill ( Milling cutter design standard Company standard )
4 cutting edges, ULTRA N-coated
Typ
VHM ULTRA W Z HA HB
N 4 45°
Application: centre cutting Ident. No. 500–508
End mill for universal machining of non-ferrous with clearance
metals. ZrCN ULTRA-N coated
Execution: Ident. No. 500–508: straight shank in accordance
with DIN 6535 HA
solid carbide ultra-fi ne grain Ident. No. 510–518
with edge protection chamfer Ident. No. 510–518: straight shank in accordance
with DIN 6535 HB
defi ned edge rounding of the cutting edge
Application Steel (N/mm ) 2 Stainless steel Alu Brass Bronze Plas- Graphite GG(G) Titan- Nickel- Super- Hard mat.
No. <700 <1000 <1300 marten. austen. short long short long short long tics G(C)FK GjMW alloy alloy alloy <55 HRC <65 HRC
16652500-508 200 425 190 250 175 210 350
16652510-518 200 425 190 250 175 210 350
Type W W
Surface ULTRA N ULTRA N
Tool holding device HA parallel shank HB parallel shank
Tolerance of cutting edge Ø h9 h9
Tolerance of shank Ø h5 h5
Z (PCS) fz alu 16652... 16652...
(mm) Ident. No. Ident. No.
mm mm mm mm mm mm mm
3 6 10 57 2.8 6 0.1 4 0.04 500 510
4 8 14 57 3.8 6 0.1 4 0.048 501 511
5 10 16 57 4.7 6 0.1 4 0.065 502 512
6 12 19 57 5.6 6 0.2 4 0.07 503 513
8 16 25 63 7.6 8 0.2 4 0.09 504 514
10 20 30 72 9.6 10 0.2 4 0.1 505 515
12 24 36 83 11.4 12 0.2 4 0.11 506 516
16 32 42 92 15.4 16 0.2 4 0.12 507 517
20 40 52 104 19.4 20 0.2 4 0.16 508 518
Prod. Gr. 152
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 326
0396_EN_2018_KERN[21847645]-n.indd 396 12/17/2018 3:32:18 PM