
Page 545 - Icon Ridge Presents ATORN
P. 545
Turning tools \ Parting tools
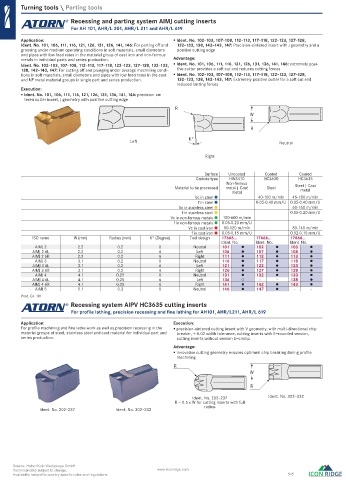
Recessing and parting system AIMJ cutting inserts
For AH 101, AHR/L 201, AHR/L 211 and AHR/L 619
Application: Ident. No. 102–103, 107–108, 112–113, 117–118, 122–123, 127–128,
Ident. No. 101, 106, 111, 116, 121, 126, 131, 136, 141, 146: For parting off and 132–133, 138, 142–143, 147: Precision-sintered insert with J geometry and a
grooving under medium operating conditions in so materials, small diameters positive cutting edge
and pipes with low feed rates in the material group of cast iron and non-ferrous
metals in individual parts and series production. Advantage:
Ident. No. 102–103, 107–108, 112–113, 117–118, 122–123, 127–128, 132–133, Ident. No. 101, 106, 111, 116, 121, 126, 131, 136, 141, 146: extremely posi-
138, 142–143, 147: For cutting off and plunging under average machining condi- tive cutter provides a so cut and reduces cutting forces
tions in so materials, small diameters and pipes with low feed rates in the cast Ident. No. 102–103, 107–108, 112–113, 117–118, 122–123, 127–128,
and NF metal material groups in single part and series production. 132–133, 138, 142–143, 147: Extremely positive cutter for a so cut and
reduced cutting forces
Execution:
Ident. No. 101, 106, 111, 116, 121, 126, 131, 136, 141, 146: precision-sin-
tered cutter insert, J geometry with positive cutting edge
R
W
R
Le K° Neutral
Right
Surface Uncoated Coated Coated
Carbide type HW3410 HC3630 HC3635
Non-ferrous
Material to be processed metal | Cast Steel Steel | Cast
metal metal
Vc in steel 40-150 m/min 45-180 m/min
f in steel 0.05-0.40 mm/U 0.05-0.40 mm/U
Vc in stainless steel 60-160 m/min
f in stainless steel 0.05-0.20 mm/U
Vc in non-ferrous metals 100-600 m/min
f in non-ferrous metals 0.05-0.20 mm/U
Vc in cast iron 80-120 m/min 80-140 m/min
f in cast iron 0.05-0.15 mm/U 0.02-0.15 mm/U
ISO name W (mm) Radius (mm) K° (Degree) Tool design 17666... 17666... 17666...
Ident. No. Ident. No. Ident. No.
AIMJ 2 2.2 0.2 0 Neutral 101 102 103
AIMJ 2 6L 2.2 0.2 6 Le 106 107 108
AIMJ 2 6R 2.2 0.2 6 Right 111 112 113
AIMJ 3 3.1 0.2 0 Neutral 116 117 118
AIMJ 3 6L 3.1 0.2 6 Le 121 122 123
AIMJ 3 6R 3.1 0.2 6 Right 126 127 128
AIMJ 4 4.1 0.25 0 Neutral 131 132 133
AIMJ 4 6L 4.1 0.25 6 Le 136 ○ - - 138
AIMJ 4 6R 4.1 0.25 6 Right 141 142 143
AIMJ 5 5.1 0.3 0 Neutral 146 147 - -
Prod. Gr. 181
Recessing system AIPV HC3635 cutting inserts
For profi le lathing, precision recessing and fi ne lathing for AH101, AHR/L211, AHR/L 619
Application: Execution:
For profi le machining and fi ne lathe work as well as precision recessing in the precision-sintered cutting insert with V geometry, with multi-directional chip
material groups of steel, stainless steel and cast material for individual part and breaker, +-0.02 width tolerance, cutting inserts with E=rounded version,
series production. cutting inserts without version E=circlip
Advantage:
innovative cutting geometry ensures optimum chip breaking during profi le
machining
R
W
R
Ident. No. 202–237 Ident. No. 302–332
R = 0.5 x W for cutting inserts with full
Ident. No. 202–237 Ident. No. 302–332 radius
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 545
0677_EN_2018_KERN[21848024]-j.indd 678 12/17/2018 3:33:57 PM