
Page 546 - Icon Ridge Presents ATORN
P. 546
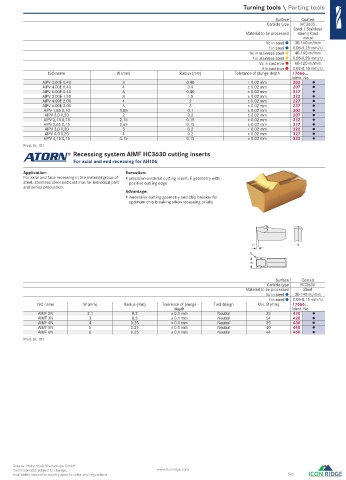
Turning tools \ Parting tools
Surface Coated
Carbide type HC3635
Steel | Stainless
Material to be processed steel | Cast
metal
Vc in steel 30-160 m/min
f in steel 0.05-0.25 mm/U
Vc in stainless steel 40-140 m/min
f in stainless steel 0.05-0.20 mm/U
Vc in cast iron 60-120 m/min
f in cast iron 0.02-0.10 mm/U
ISO name W (mm) Radius (mm) Tolerance of plunge depth 17666...
Ident. No.
AIPV 3.00E 0.40 3 0.40 ± 0.02 mm 202
AIPV 4.00E 0.40 4 0.4 ± 0.02 mm 207
AIPV 6.00E 0.40 6 0.40 ± 0.02 mm 217
AIPV 3.00E 1.50 3 1.5 ± 0.02 mm 222
AIPV 4.00E 2.00 4 2 ± 0.02 mm 227
AIPV 6.00E 3.00 6 3 ± 0.02 mm 237
AIPV 1,85 0,10 1.85 0.1 ± 0.02 mm 302
AIPV 2,0 0,20 2 0.2 ± 0.02 mm 307
AIPV 2,15 0,15 2.15 0.15 ± 0.02 mm 312
AIPV 2,65 0,15 2.65 0.15 ± 0.02 mm 317
AIPV 3,0 0,20 3 0.2 ± 0.02 mm 322
AIPV 4,0 0,20 4 0.2 ± 0.02 mm 327
AIPV 4,15 0,15 4.15 0.15 ± 0.02 mm 332
Prod. Gr. 181
Recessing system AIMF HC3630 cutting inserts
For axial and end recessing for AH106
Application: Execution:
For axial and face recessing in the material group of precision-sintered cutting insert, F geometry with
steel, stainless steel and cast iron for individual part positive cutting edge
and series production.
Advantage:
innovative cutting geometry and chip breaker for
optimum chip breaking when recessing axially
7° N
R
W
Surface Coated
Carbide type HC3630
Material to be processed Steel
Vc in steel 30-145 m/min
f in steel 0.05-0.15 mm/U
ISO name W (mm) Radius (mm) Tolerance of plunge Tool design Min. Ø (mm) 17666...
depth Ident. No.
AIMF 2N 2.1 0.2 ± 0.1 mm Neutral 35 410
AIMF 3N 3 0.3 ± 0.1 mm Neutral 54 420
AIMF 4N 4 0.25 ± 0.1 mm Neutral 35 430
AIMF 5N 5 0.25 ± 0.1 mm Neutral 40 440
AIMF 6N 6 0.25 ± 0.1 mm Neutral 44 450
Prod. Gr. 181
Source: Hahn+Kolb Werkzeuge GmbH
Technical data subject to change. www.iconridge.com
Availability subject to country specific rules and regulations. 546
0677_EN_2018_KERN[21848024]-j.indd 679 12/17/2018 3:34:00 PM