
Page 40 - март
P. 40
СВАРОЧНЫЕ ТЕХНОЛОГИИ
В ходе экспериментов была уста-
новлена оптимальная температура за-
ливки для выше названного состава 75
о С. Критерием служили лёгкость съёма и
высота заполнения канала 2 для вклады-
ша, изображённого на рис. 5 б. При этой
температуре зазор между эластичным
вкладышем и затвердевшим составом не
образуется, однако модель извлекается
без повреждений. В случае смазки рабо-
чих поверхностей пресс-формы маслом
М8-Б модель можно извлечь, не деформи-
руя резиновый вкладыш. Высота подъёма
расплава Р-3 в части 2 пресс-формы по
отношению к уровню части 1, куда про-
изводилась заливка, составляла 2...3 мм
в сторону понижения. Такая разность
уровней сохраняется вплоть до темпера-
о
туры модельного состава Р-3 ‒ 80 С, но
о
нагрев свыше 75 С затрудняет извлече-
ние модели, особенно при отсутствии раз-
делительных смазок. Таким образом, для
модельного состава Р-3 в интервале тем-
о
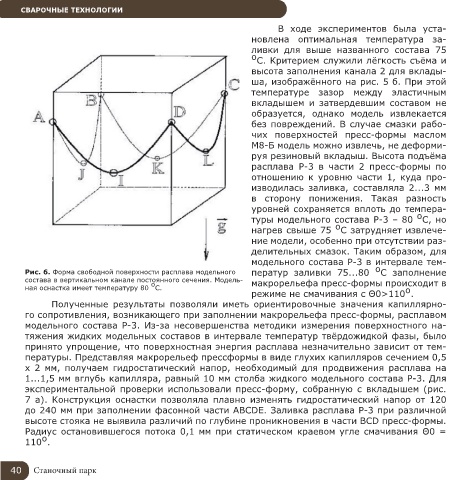
Рис. 6. Форма свободной поверхности расплава модельного ператур заливки 75...80 С заполнение
состава в вертикальном канале постоянного сечения. Модель- макрорельефа пресс-формы происходит в
о
ная оснастка имеет температуру 80 С. о
режиме не смачивания с Θ0>110 .
Полученные результаты позволяли иметь ориентировочные значения капиллярно-
го сопротивления, возникающего при заполнении макрорельефа пресс-формы, расплавом
модельного состава Р-3. Из-за несовершенства методики измерения поверхностного на-
тяжения жидких модельных составов в интервале температур твёрдожидкой фазы, было
принято упрощение, что поверхностная энергия расплава незначительно зависит от тем-
пературы. Представляя макрорельеф прессформы в виде глухих капилляров сечением 0,5
х 2 мм, получаем гидростатический напор, необходимый для продвижения расплава на
1...1,5 мм вглубь капилляра, равный 10 мм столба жидкого модельного состава Р-3. Для
экспериментальной проверки использовали пресс-форму, собранную с вкладышем (рис.
7 а). Конструкция оснастки позволяла плавно изменять гидростатический напор от 120
до 240 мм при заполнении фасонной части ABCDE. Заливка расплава Р-3 при различной
высоте стояка не выявила различий по глубине проникновения в части ВСD пресс-формы.
Радиус остановившегося потока 0,1 мм при статическом краевом угле смачивания Θ0 =
о
110 .
40 Станочный парк