
Page 37 - март
P. 37
СВАРОЧНЫЕ ТЕХНОЛОГИИ
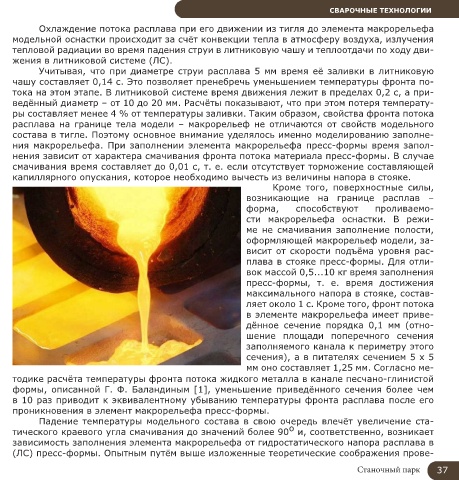
Охлаждение потока расплава при его движении из тигля до элемента макрорельефа
модельной оснастки происходит за счёт конвекции тепла в атмосферу воздуха, излучения
тепловой радиации во время падения струи в литниковую чашу и теплоотдачи по ходу дви-
жения в литниковой системе (ЛС).
Учитывая, что при диаметре струи расплава 5 мм время её заливки в литниковую
чашу составляет 0,14 с. Это позволяет пренебречь уменьшением температуры фронта по-
тока на этом этапе. В литниковой системе время движения лежит в пределах 0,2 с, а при-
ведённый диаметр – от 10 до 20 мм. Расчёты показывают, что при этом потеря температу-
ры составляет менее 4 % от температуры заливки. Таким образом, свойства фронта потока
расплава на границе тела модели ‒ макрорельеф не отличаются от свойств модельного
состава в тигле. Поэтому основное внимание уделялось именно моделированию заполне-
ния макрорельефа. При заполнении элемента макрорельефа пресс-формы время запол-
нения зависит от характера смачивания фронта потока материала пресс-формы. В случае
смачивания время составляет до 0,01 с, т. е. если отсутствует торможение составляющей
капиллярного опускания, которое необходимо вычесть из величины напора в стояке.
Кроме того, поверхностные силы,
возникающие на границе расплав ‒
форма, способствуют проливаемо-
сти макрорельефа оснастки. В режи-
ме не смачивания заполнение полости,
оформляющей макрорельеф модели, за-
висит от скорости подъёма уровня рас-
плава в стояке пресс-формы. Для отли-
вок массой 0,5...10 кг время заполнения
пресс-формы, т. е. время достижения
максимального напора в стояке, состав-
ляет около 1 с. Кроме того, фронт потока
в элементе макрорельефа имеет приве-
дённое сечение порядка 0,1 мм (отно-
шение площади поперечного сечения
заполняемого канала к периметру этого
сечения), а в питателях сечением 5 х 5
мм оно составляет 1,25 мм. Согласно ме-
тодике расчёта температуры фронта потока жидкого металла в канале песчано-глинистой
формы, описанной Г. Ф. Баландиным [1], уменьшение приведённого сечения более чем
в 10 раз приводит к эквивалентному убыванию температуры фронта расплава после его
проникновения в элемент макрорельефа пресс-формы.
Падение температуры модельного состава в свою очередь влечёт увеличение ста-
о
тического краевого угла смачивания до значений более 90 и, соответственно, возникает
зависимость заполнения элемента макрорельефа от гидростатического напора расплава в
(ЛС) пресс-формы. Опытным путём выше изложенные теоретические соображения прове-
Станочный парк 37