
Page 34 - март
P. 34
СВАРОЧНЫЕ ТЕХНОЛОГИИ
Флюсы, представляющие собой тонкодисперсные материалы, обладают хорошим
взаимным сцеплением и, как следствие, повышенной способностью к образованию арок
(сводов) при малых размерах выходного отверстия из приёмного бункера, а также способ-
ности самопроизвольного истечения при широких отверстиях. В обоих случаях имеет место
нарушение непрерывности и равномерности подачи порошка. Хорошая сцепляемость по-
рошков при малых диаметрах винта может привести к забиванию порошком межвиткового
пространства винтового питателя и также нарушить непрерывность и равномерность пода-
чи материала.
Для предотвращения указанных вредных явлений и обеспечения равномерной по-
дачи одинаковых доз материала в камере дозатора используется специальное приспосо-
бление для лёгкого разрыхления порошка и обеспечения свободного истечения материала
под действием гравитации.
Для экспериментальной проверки разработанного дозатора при сварке в защитных
газах проводилась аргонодуговая сварка неплавящимся электродом образцов из углероди-
стой стали марки Ст20 с использованием газопорошковой смеси, образующейся в дозаторе
при смешивании активирующего флюса УС-27А [8] с аргоном. Параметры аргонодуговой
сварки приведены в таблице 1.
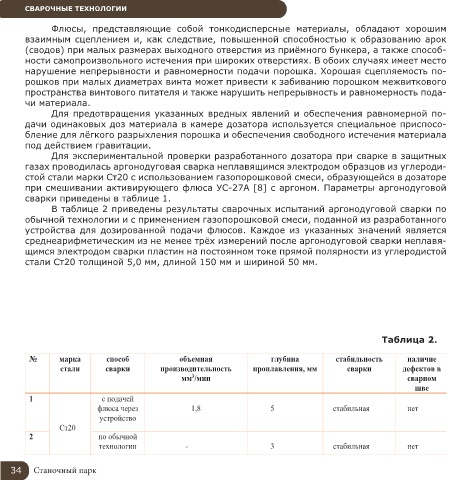
В таблице 2 приведены результаты сварочных испытаний аргонодуговой сварки по
обычной технологии и с применением газопорошковой смеси, поданной из разработанного
устройства для дозированной подачи флюсов. Каждое из указанных значений является
среднеарифметическим из не менее трёх измерений после аргонодуговой сварки неплавя-
щимся электродом сварки пластин на постоянном токе прямой полярности из углеродистой
стали Ст20 толщиной 5,0 мм, длиной 150 мм и шириной 50 мм.
Таблица 2.
№ марка способ объемная глубина стабильность наличие
стали сварки производительность проплавления, мм сварки дефектов в
мм /мин сварном
3
шве
1 с подачей
флюса через 1,8 5 стабильная нет
устройство
Ст20
2 по обычной
технологии - 3 стабильная нет
34 Станочный парк