
Page 1606 - Master Catalog 2017, Inch
P. 1606
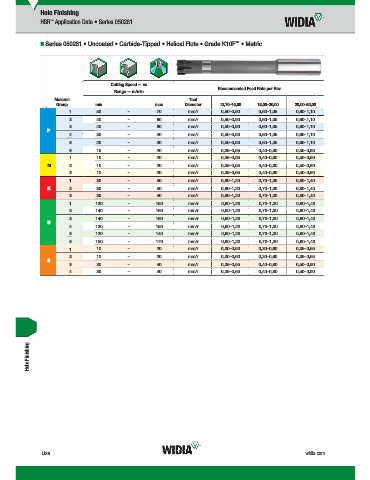
Hole Finishing
HSR Application Data • Series 050281
™
™
Series 050281 • Uncoated • Carbide-Tipped • Helical Flute • Grade K10F • Metric
Cutting Speed — vc
Recommended Feed Rate per Rev
Range — m/min
Material Tool
Group min max Diameter 12,70–15,00 15,00–20,00 20,00–32,00
1 50 – 70 mm/r 0,50–0,90 0,60–1,05 0,60–1,10
2 40 – 60 mm/r 0,50–0,90 0,60–1,05 0,60–1,10
3 40 – 60 mm/r 0,50–0,90 0,60–1,05 0,60–1,10
P
4 30 – 40 mm/r 0,50–0,90 0,60–1,05 0,60–1,10
5 20 – 30 mm/r 0,50–0,90 0,60–1,05 0,60–1,10
6 10 – 20 mm/r 0,35–0,65 0,40–0,80 0,50–0,90
1 10 – 20 mm/r 0,35–0,65 0,40–0,80 0,50–0,90
M 2 10 – 20 mm/r 0,35–0,65 0,40–0,80 0,50–0,90
3 10 – 20 mm/r 0,35–0,65 0,40–0,80 0,50–0,90
1 30 – 50 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
K 2 30 – 50 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
3 30 – 40 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
1 130 – 150 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
2 140 – 160 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
3 140 – 160 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
N
4 130 – 150 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
5 120 – 140 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
6 150 – 170 mm/r 0,60–1,20 0,70–1,30 0,80–1,40
1 10 – 20 mm/r 0,30–0,50 0,30–0,60 0,35–0,65
2 10 – 20 mm/r 0,30–0,50 0,30–0,60 0,35–0,65
S
3 30 – 40 mm/r 0,35–0,65 0,40–0,80 0,50–0,90
4 30 – 40 mm/r 0,35–0,65 0,40–0,80 0,50–0,90
Hole Finishing
U28 widia.com
H l fi i hi
U028 U029 Mi
V
i
WID M
ki
16 H l
L WID_Master16_Holemaking_Holefinishing_U028_U029_Minch_REBRAND.indd 28 h REBRANDO b 13 20154 57PM 10/29/15 1:15 PM