
Page 715 - Master Catalog 2017, Inch
P. 715
Technical Information
General Machining Guidelines
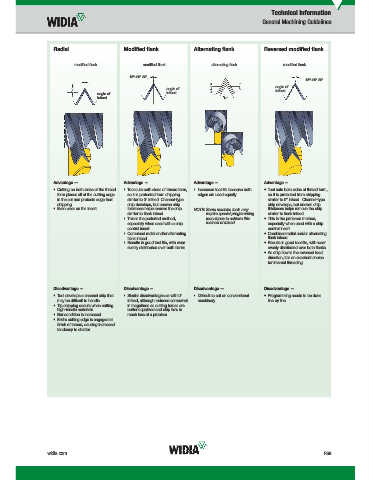
Radial Modifi ed fl ank Alternating fl ank Reversed modifi ed fl ank
modifi ed fl ank modifi ed fl ank alternating fl ank modifi ed fl ank
15º–29º 30'
15º–29º 30'
angle of angle of
angle of infeed infeed
infeed
Advantage — Advantage — Advantage — Advantage —
• Cutting on both sides of the thread • Tool cuts both sides of thread form, • Increased tool life because both • Tool cuts both sides of thread form,
form places all of the cutting edge so it is protected from chipping edges are used equally. so it is protected from chipping
in the cut and protects edge from similar to 0° infeed. Channel-type similar to 0° infeed. Channel-type
chipping. chip develops, but uneven chip chip develops, but uneven chip
• Even wear on the insert. thickness helps remove the chip NOTE: Some machine tools may thickness helps remove the chip
similar to fl ank infeed. require special programming similar to fl ank infeed.
• This is the preferred method, techniques to achieve this • This is the preferred method,
especially when used with a chip method of infeed. especially when used with a chip
control insert. control insert.
• Combined radial and/or alternating • Combined radial and/or alternating
fl ank infeed. fl ank infeed.
• Results in good tool life, with wear • Results in good tool life, with wear
evenly distributed over both fl anks. evenly distributed over both fl anks.
• As chip fl ow is the reversed feed
direction, it is an excellent choice
for internal threading.
Disadvantage — Disadvantage — Disadvantage — Disadvantage —
• Tool develops a channel chip that • Similar disadvantages as with 0° • Diffi cult to cut on conventional • Programming needs to be done
may be diffi cult to handle. infeed, although reduced somewhat machinery. line by line.
• Tip chipping occurs when cutting in magnitude as cutting forces are
high-tensile materials. better equalized and chip fl ow is
• Bur condition is increased. much less of a problem.
• Entire cutting edge is engaged at
fi nish of thread, causing increased
tendency to chatter.
widia.com F89
10/30/15 2:14 PM
WID_Master16_Turning_Threading_F088_F089_Minch_REBRAND.indd 89 L V i WID M 16 T i Th di F088 F089 Mi h REBRANDO b 152015841AM