
Page 718 - Master Catalog 2017, Inch
P. 718
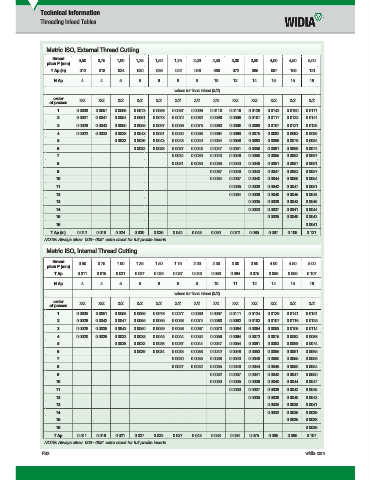
Technical Information
Threading Infeed Tables
Metric ISO, External Thread Cutting
thread
pitch P (mm) 0,50 0,75 1,00 1,25 1,50 1,75 2,00 2,50 3,00 3,50 4,00 4,50 5,00
T Ap (in) .012 .018 .024 .030 .036 .042 .048 .060 .072 .085 .097 .109 .121
N Ap 4 4 5 6 6 8 8 10 12 14 15 15 16
values for fl ank infeed (X/Z)
order
of passes X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z
1 0.0038 0.0057 0.0066 0.0073 0.0088 0.0087 0.0099 0.0110 0.0119 0.0129 0.0142 0.0160 0.0171
2 0.0031 0.0047 0.0054 0.0061 0.0073 0.0072 0.0082 0.0090 0.0098 0.0107 0.0117 0.0132 0.0141
3 0.0029 0.0043 0.0050 0.0056 0.0067 0.0066 0.0075 0.0083 0.0090 0.0098 0.0107 0.0121 0.0129
4 0.0022 0.0033 0.0038 0.0043 0.0051 0.0050 0.0058 0.0064 0.0069 0.0075 0.0082 0.0093 0.0099
5 0.0032 0.0036 0.0043 0.0043 0.0049 0.0054 0.0058 0.0063 0.0069 0.0078 0.0084
6 0.0032 0.0038 0.0037 0.0043 0.0047 0.0051 0.0056 0.0061 0.0069 0.0074
7 0.0034 0.0039 0.0043 0.0046 0.0050 0.0055 0.0062 0.0067
8 0.0031 0.0036 0.0039 0.0043 0.0046 0.0051 0.0057 0.0061
9 0.0037 0.0040 0.0043 0.0047 0.0053 0.0057
10 0.0034 0.0037 0.0040 0.0044 0.0050 0.0054
11 0.0035 0.0038 0.0042 0.0047 0.0051
12 0.0034 0.0036 0.0040 0.0045 0.0048
13 0.0035 0.0038 0.0043 0.0046
14 0.0033 0.0037 0.0041 0.0044
15 0.0035 0.0040 0.0043
16 0.0041
T Ap (in) 0.012 0.018 0.024 0.030 0.036 0.042 0.048 0.060 0.072 0.085 0.097 0.109 0.121
NOTE: Always allow .003–.005" extra stock for full profi le inserts.
Metric ISO, Internal Thread Cutting
thread
pitch P (mm) 0.50 0.75 1.00 1.25 1.50 1.75 2.00 2.50 3.00 3.50 4.00 4.50 5.00
T Ap 0.011 0.016 0.021 0.027 0.032 0.037 0.043 0.053 0.064 0.075 0.085 0.096 0.107
N Ap 4 4 5 6 6 8 8 10 11 12 14 15 16
values for fl ank infeed (X/Z)
order
of passes X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z X/Z
1 0.0035 0.0051 0.0058 0.0066 0.0078 0.0077 0.0089 0.0097 0.0111 0.0124 0.0129 0.0141 0.0151
2 0.0029 0.0042 0.0047 0.0055 0.0065 0.0063 0.0074 0.0080 0.0092 0.0102 0.0107 0.0116 0.0125
3 0.0026 0.0038 0.0043 0.0050 0.0059 0.0058 0.0067 0.0073 0.0084 0.0094 0.0098 0.0106 0.0114
4 0.0020 0.0029 0.0033 0.0038 0.0045 0.0044 0.0052 0.0056 0.0064 0.0072 0.0075 0.0082 0.0088
5 0.0028 0.0032 0.0038 0.0037 0.0044 0.0047 0.0054 0.0061 0.0063 0.0069 0.0074
6 0.0029 0.0034 0.0033 0.0038 0.0042 0.0048 0.0053 0.0056 0.0061 0.0065
7 0.0030 0.0035 0.0038 0.0043 0.0048 0.0050 0.0055 0.0059
8 0.0027 0.0032 0.0035 0.0040 0.0044 0.0046 0.0050 0.0054
9 0.0032 0.0037 0.0041 0.0043 0.0047 0.0050
10 0.0030 0.0035 0.0039 0.0040 0.0044 0.0047
11 0.0033 0.0037 0.0038 0.0042 0.0045
12 0.0035 0.0036 0.0040 0.0043
13 0.0035 0.0038 0.0041
14 0.0033 0.0036 0.0039
15 0.0035 0.0038
16 0.0036
T Ap 0.011 0.016 0.021 0.027 0.032 0.037 0.043 0.053 0.064 0.075 0.085 0.096 0.107
NOTE: Always allow .003–.005" extra stock for full profi le inserts.
F92 widia.com
Th
di
F092 F093 Mi
i
V
i
16 T
WID M
L WID_Master16_Turning_Threading_F092_F093_Minch_REBRAND.indd 92 h REBRANDN b 12 20154 25PM 11/12/15 4:30 PM