
Page 39 - май
P. 39
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
кой прочностью наблюдаются при использовании флюсовой ленты, закрепляемой на зад-
ней части плит до сварки. Предлагаемый метод сварки позволяет снизить трудоёмкость и
повысить производительность процесса изготовления сварных изделий, достаточно прост
и не требует замены обычного оборудования. Для некоторых толщин предлагаемый метод
сварки достаточно конкурентен с широко применяемой МИГ сваркой (аргонодуговая сварка
плавящимся электродом) алюминиевых сплавов с использованием керамических подклад-
кок. Промышленные испытания настоящего метода при ТИГ сварке корпусных конструк-
ций газотурбинных судов на подводных крыльях на ФПА «Море» подтвердили возможность
его применения в промышленности.
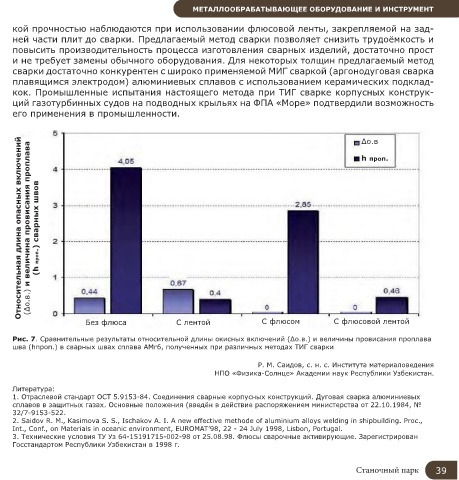
Относительная длина опасных включений
Δо.в
h проп.
(h проп.) сварных швов (Δо.в.) и величина провисания проплава
Без флюса С лентой С флюсом С флюсовой лентой
Рис. 7. Сравнительные результаты относительной длины окисных включений (Δо.в.) и величины провисания проплава
шва (hпроп.) в сварных швах сплава АМг6, полученных при различных методах ТИГ сварки
Р. М. Саидов, с. н. с. Института материаловедения
НПО «Физика-Солнце» Академии наук Республики Узбекистан.
Литература:
1. Отраслевой стандарт ОСТ 5.9153-84. Соединения сварные корпусных конструкций. Дуговая сварка алюминиевых
сплавов в защитных газах. Основные положения (введён в действие распоряжением министерства от 22.10.1984, №
32/7-9153-522.
2. Saidov R. M., Kasimova S. S., Ischakov A. I. A new effective methode of aluminium alloys welding in shipbuilding. Proc.,
Int., Conf., on Materials in oceanic environment, EUROMAT’98, 22 - 24 July 1998, Lisbon, Portugal.
3. Технические условия ТУ Уз 64-15191715-002-98 от 25.08.98. Флюсы сварочные активирующие. Зарегистрирован
Госстандартом Республики Узбекистан в 1998 г.
Станочный парк 39