
Page 38 - май
P. 38
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
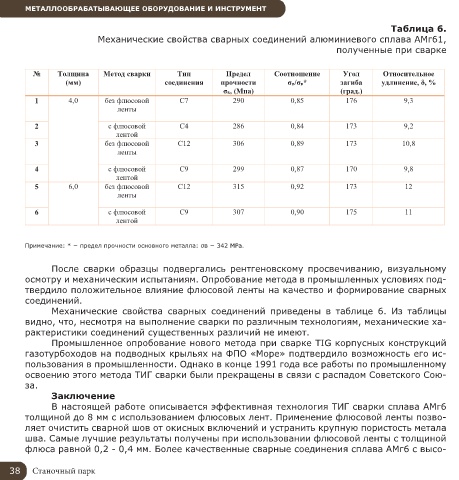
Таблица 6.
Механические свойства сварных соединений алюминиевого сплава АМг61,
полученные при сварке
№ Толщина Метод сварки Тип Предел Соотношение Угол Относительное
(мм) соединения прочности σв/σв* загиба удлинение, δ, %
σв, (Мпа) (град.)
1 4,0 без флюсовой С7 290 0,85 176 9,3
ленты
2 с флюсовой С4 286 0,84 173 9,2
лентой
3 без флюсовой С12 306 0,89 173 10,8
ленты
4 с флюсовой С9 299 0,87 170 9,8
лентой
5 6,0 без флюсовой С12 315 0,92 173 12
ленты
6 с флюсовой С9 307 0,90 175 11
лентой
Примечание: * − предел прочности основного металла: σв − 342 MPa.
После сварки образцы подвергались рентгеновскому просвечиванию, визуальному
осмотру и механическим испытаниям. Опробование метода в промышленных условиях под-
твердило положительное влияние флюсовой ленты на качество и формирование сварных
соединений.
Механические свойства сварных соединений приведены в таблице 6. Из таблицы
видно, что, несмотря на выполнение сварки по различным технологиям, механические ха-
рактеристики соединений существенных различий не имеют.
Промышленное опробование нового метода при сварке TIG корпусных конструкций
газотурбоходов на подводных крыльях на ФПО «Море» подтвердило возможность его ис-
пользования в промышленности. Однако в конце 1991 года все работы по промышленному
освоению этого метода ТИГ сварки были прекращены в связи с распадом Советского Сою-
за.
Заключение
В настоящей работе описывается эффективная технология ТИГ сварки сплава АМг6
толщиной до 8 мм с использованием флюсовых лент. Применение флюсовой ленты позво-
ляет очистить сварной шов от окисных включений и устранить крупную пористость метала
шва. Самые лучшие результаты получены при использовании флюсовой ленты с толщиной
флюса равной 0,2 - 0,4 мм. Более качественные сварные соединения сплава АМг6 с высо-
38 Станочный парк