
Page 18 - СтаночныйПарк
P. 18
МЕТАЛЛООБРАБАТЫВАЮЩЕЕ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
ИСПЫТАНИЯ ПОКРЫТИЙ МЕТАЛЛОРЕЖУЩЕГО
Таким образом, при повышении дина- ИНСТРУМЕНТА НА МИКРОАБРАЗИВНОЕ
мических характеристик приводов особое
внимание следует уделять приводу враще- ИЗНАШИВАНИЕ
ния стола, так как в используемой системе
управления (Sinumerik 840D, Siemens) он Микроабразивное изнашивание −
является подчинённым, подстраивающим- это процесс разрушения деталей, работа-
ся под задающий привод фрезы, при этом ющих в условиях трения скольжения или
связь между ними реализуется через элек- качения, при наличии в контакте трущих-
тронный редуктор. ся поверхностей незакреплённых абра-
зивных частиц с размером менее 100 мкм
и твёрдостью, большей твёрдости матери-
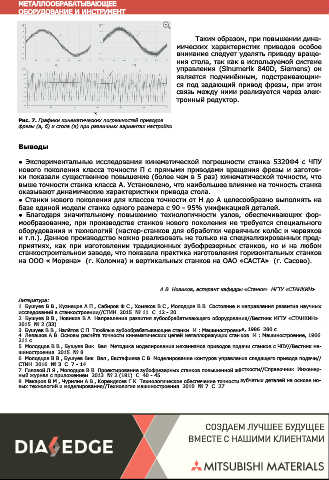
Рис. 7. Графики кинематических погрешностей приводов алов трибосопряжений. Данный вид изнашивания испытывают, например, открытые под-
фрезы (а, б) и стола (в) при различных вариантах настройки. шипники скольжения, направляющие станков, шестерни открытых передач и редукторов,
шарнирные соединения цепей различных машин и т. п. Кроме этого, в связи с образова-
Выводы нием продуктов износа, участвующих в процессах трения, возможности коксования масла,
попадания абразивных частиц в смазку при нарушении герметичности смазочной системы,
● Экспериментальные исследования кинематической погрешности станка 5320Ф4 с ЧПУ практически все поверхностные слои трибосопряжений также находятся под воздействием
нового поколения класса точности П с прямыми приводами вращения фрезы и заготов- микроабразивного изнашивания. Изучение этого вида изнашива-
ки показали существенное повышение (более чем в 5 раз) кинематической точности, что ния является актуальным для деталей
выше точности станка класса А. Установлено, что наибольшее влияние на точность станка и инструмента с износостойкими тон-
оказывают динамические характеристики привода стола. коплёночными покрытиями, осажда-
● Станки нового поколения для классов точности от Н до А целесообразно выполнять на емыми с использованием PVD и CVD
базе единой модели станка одного размера с 90 - 95% унификацией деталей. процессов, при выборе оптимального
● Благодаря значительному повышению технологичности узлов, обеспечивающих фор- технологического режима нанесения
мообразование, при производстве станков нового поколения не требуется специального одного и того же материала покрытия
оборудования и технологий (мастер-станков для обработки червячных колёс и червяков и при исследовании влияния химиче-
и т.п.). Данное производство можно реализовать не только на специализированных пред- ского состава, вида и физико-механи-
приятиях, как при изготовлении традиционных зубофрезерных станков, но и на любом ческих свойств различных покрытий.
станкостроительном заводе, что показала практика изготовления горизонтальных станков Для испытаний на микроабразивное
на ООО « Морена» (г. Коломна) и вертикальных станков на ОАО «САСТА» (г. Сасово). изнашивание таких покрытий разра-
ботан международный стандарт EN
1071-6:2007. За рубежом данный вид
Рис. 1. Общий вид оборудования для испытаний на микроабразив- испытаний является наиболее часто
А.В. Новиков, аспирант кафедры «Станки» МГТУ «СТАНКИН». ное изнашивание
используемым для оценки триболо-
Литература: гических свойств покрытий, наряду с
1. Бушуев В.В., Кузнецов А.П., Сабиров Ф.С., Хомяков В.С., Молодцов В.В. Состояние и направления развития научных процессами индентирования и испытаниями на трение [1].
исследований в станкостроении//СТИН. 2015. № 11. С. 12 - 20.
2. Бушуев В.В., Новиков В.А. Направления развития зубообрабатывающего оборудования//Вестник МГТУ «СТАНКИН» . Определение параметров износа в условиях микроабразивного изнашивания основа-
2015. № 2 (33). но на микроскопическом измерении отпечатка, полученного при точечном контакте двух
3. Бушуев В.В., Налётов С.П. Тяжёлые зубообрабатывающие станки. М.: Машиностроение, 1986. 280 с. сопряжённых тел – свободно вращающегося стального шара и неподвижного плоского
4. Левашов А.В. Основы расчёта точности кинематических цепей металлорежущих станков. М.: Машиностроение, 1966.
211 с. образца с покрытием (или без покрытия) при наличии в зоне трения абразивосодержа-
5. Молодцов В.В., Бушуев Вик. Вал. Методика моделирования механизмов приводов подачи станков с ЧПУ//Вестник ма- щей суспензии. Необходимым условием измерений является чёткое изображение отпе-
шиностроения. 2015. № 8. чатка износа и контраста покрытия и подложки, определяемые шероховатостью образца
6. Молодцов В.В., Бушуев Вик. Вал., Евстафиева С.В. Моделирование контуров управления следящего привода подачи//
СТИН. 2016. № 3. С. 7 - 14. с покрытием. Испытания осуществляются в условиях наклонного расположения образца
7. Гиловой Л.Я., Молодцов В.В. Проектирование зубофрезерных станков повышенной жёсткости//Справочник. Инженер- и прижатия к нему шара за счёт собственной массы. Наличие определённого количества
ный журнал с приложением. 2013. № 2 (191). С. 40 - 45. абразивосодержащей суспензии в зоне трения шара с образцом обеспечивает быстрое по-
8. Макаpов В.М., Чуpилин А.В., Коpендясев Г.К. Технологическое обеспечение точности зубчатых деталей на основе но-
вых технологий и моделиpования//Технология машиностроения. 2010. № 7. С. 27. лучение отпечатка с износом покрытия и подложки.
Нагрузка в зоне контактного трения является постоянной величиной при использова-
нии одинаковых шаров (размеров, параметров шероховатости и материала) и их позицио-
нирования относительно испытуемого образца. Условия износа образцов являются одина-
ковыми при постоянстве шаров, скорости вращения приводного вала, времени испытаний,
СОЗДАЕМ ЛУЧШЕЕ БУДУЩЕЕ использования одной и той же абразивосодержащей суспензии и постоянного количества
или скорости её ввода.
ВМЕСТЕ С НАШИМИ КЛИЕНТАМИ Принцип микроабразивного изнашивания состоит в воздействии когезионно-прочных
абразивных частиц микронного размера, содержащихся в абразивосодержащей суспензии,
которые находятся в зазоре между двумя поверхностями в процессе трения. При этом они
производят резание контактирующих поверхностей, действуя как абразивный инструмент.
Станочный парк 19