
Page 14 - Stanochny park
P. 14
METALWORKING EQUIPMENT
AND TOOLS
Modern
technological
process of
manufacturing parts
for ship repair
The technologies for manufacturing parts from prevents the oxidation of the powder.
various materials are being improved based on the To fulfill this condition, argon or nitrogen
latest achievements of science and technology. The is used. However, the use of nitrogen
modern technology of manufacturing parts should as a protective gas is limited, which is
include the technology of layer-by-layer sintering of associated with the possibility of the
the material - the so-called additive manufacturing formation of nitrides (for example, AIN,
technology of parts. This technology eliminates TiN in the manufacture of products from
the technology of plastic deformation, foundry aluminum and titanium alloys), which
technology for the manufacture of parts, which can lead to a decrease in the ductility of the
dramatically improve the ecological environment and material.
increase productivity and the level of automation Laser additive manufacturing
due to computerization of production, quality of methods according to the characteristics
manufactured parts. of the material compaction process are
The heat source is a laser system: CO2, divided into Selective Laser Sintering
Nd, ytterbium, fiber or disk laser. Electron beam (SLS), Indirect Metal Laser Sintering
installations, which are characterized by the absence (IMLS), Direct Metal Laser Sintering
of moving parts, are also used. The electron beam (DMLS) and Selective Laser melting
is focused and guided by a magnetic field and (SLM). In the first version, compaction
deflectors. There is no vacuum in the chamber, which of the powder layer occurs due to solid
has a positive effect on the quality of manufactured phase sintering. In the second – due to
parts. the impregnation of a porous skeleton
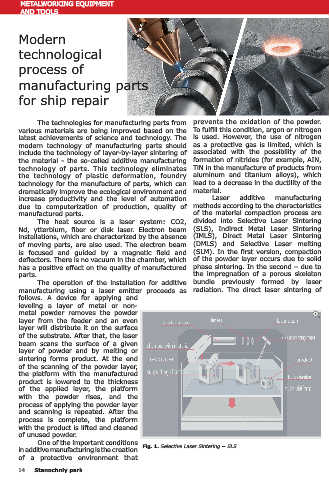
The operation of the installation for additive bundle previously formed by laser
manufacturing using a laser emitter proceeds as radiation. The direct laser sintering of
follows. A device for applying and
leveling a layer of metal or non-
metal powder removes the powder
layer from the feeder and an even
layer will distribute it on the surface
of the substrate. After that, the laser
beam scans the surface of a given
layer of powder and by melting or
sintering forms product. At the end
of the scanning of the powder layer,
the platform with the manufactured
product is lowered to the thickness
of the applied layer, the platform
with the powder rises, and the
process of applying the powder layer
and scanning is repeated. After the
process is complete, the platform
with the product is lifted and cleaned
of unused powder.
One of the important conditions Fig. 1. Selective Laser Sintering − SLS
in additive manufacturing is the creation
of a protective environment that
14 Stanochniy park